
30. září 2018 13:05
Bezhroté brusky – specifický segment trhu
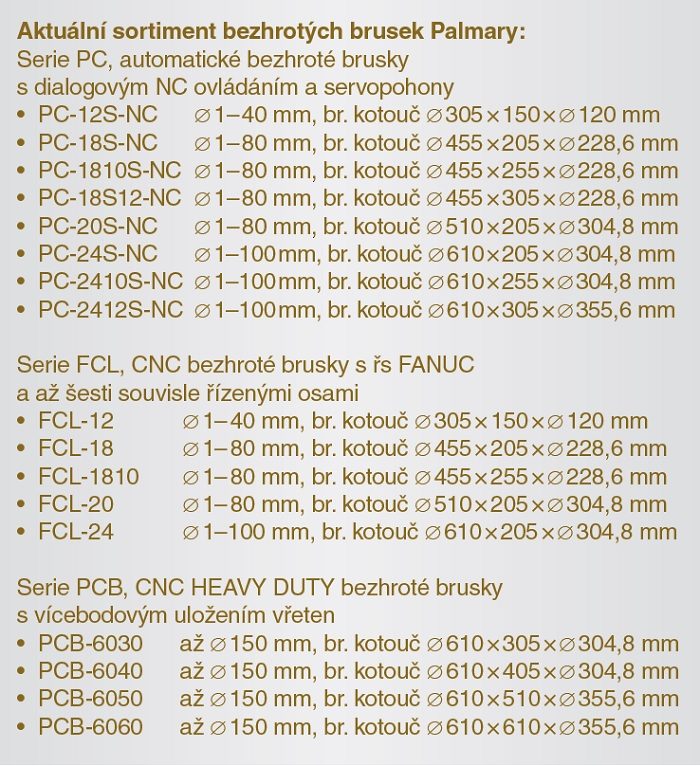
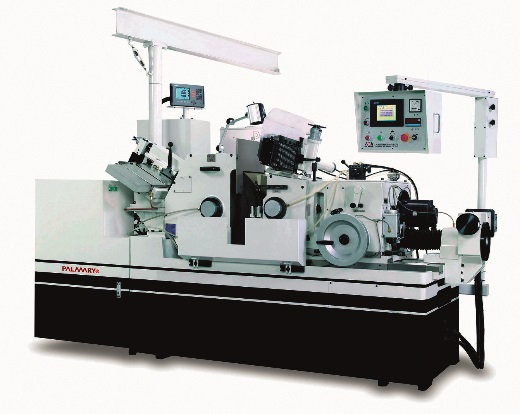
Přehled sortimentu firmy Palmary – jednoho ze světových lídrů v oblasti technologie bezhrotého broušení
Každý strojař se ve své praxi jistě setkal s běžnými bruskami pro univerzální použití – ať již pro rovinné broušení desek na brusce na plocho, nebo pro broušení rotačních dílů na hrotové brusce. Tyto typy strojů jsou na trhu k dispozici v mnoha velikostech a variantách, v konvenčním i CNC provedení a v nabídce je má celá řada výrobců i prodejců.
Voblasti bezhrotého broušení je ale situace jiná – dodavatelů je jako šafránu a nabídka vhodných strojů je dnes mnohem menší, než bývala dříve. Přitom se jedná o tradiční, vysoce produktivní technologii; mnozí si jistě vzpomenou na známé brusky série BB z firmy TOS Hostivař. Je to škoda. Pokud máme vhodný obrobek v rozumném množství, je technologie bezhrotého broušení efektivní, levná a dosažené výrobní časy jsou mnohem kratší, než při použití jakékoliv hrotové brusky. Pojďme se proto pro zajímavost podívat na přehled bezhrotých brusek ve výrobním sortimentu taiwanské firmy Palmary Machinery Co., Ltd, která je (vedle jiných typů brusek) tradičním a osvědčeným výrobcem těchto zajímavých strojů.
Inzerce


Firma Palmary dnes vyrábí měsíčně 35 až 40 strojů a brusky bezhroté tvoří významnou část výroby. Bezhroté brusky lze rozdělit do následujících kategorií – brusky s manuálním ovládáním, brusky se servopohony a dialogovým zadáváním dat a CNC brusky, řízené až v šesti osách; ty se používají převážně pro zápichové broušení tvarově složitějších obrobků, kde je nezbytné dvouosé orovnávání brusného i unášecího kotouče.
Úvodem si stručně řekněme, jaký je vlastně princip bezhrotého broušení. V tomto případě není obrobek pevně upnut, ale je podepřen na třech místech – leží na vodicím opěrném pravítku a zároveň je sevřen mezi přítlačným unášecím kotoučem a brusným kotoučem, přičemž unášecí kotouč vytváří na obrobek tlak. Při tzv. průběžném broušení je osa unášecího kotouče mírně nakloněna a díky tomu je zajištěn pohyb obrobku – obrobky pak díky vhodnému podávacímu a odebíracímu zařízení procházejí značnou rychlostí mezi oběma kotouči kontinuálně. Při tzv. zápichovém broušení jsou osy obou kotoučů rovnoběžné a obrobek je mezi kotouče vkládán obvykle vhodným manipulátorem, popřípadě i ručně. Produktivita strojů pro bezhroté broušení může být i několikanásobně vyšší, než kdyby byla pro srovnatelnou operaci použita standardní technologie broušení rotačních součástí upnutých ve sklíčidle či mezi hroty. Obrobky ovšem musejí být pro bezhroté broušení vhodné, a protože seřízení stroje je náročnější, jsou optimální větší výrobní dávky.

Vedle vlastní výrobní technologie jsou výrobní postupy 21. století ale také více a více založeny na bezobslužném provozu a k tomu jsou bezhroté brusky více než vhodné. Pro průběžné broušení existuje celá řada systémů pro zakládání i odebírání obrobků, ať již na základním vibračním principu nebo pomocí dokonalejších lineárních podavačů.

Pro zápichové broušení je optimální zakládání pomocí manipulátoru s pneumatickými čelistmi a s pravoúhlým schématem pojezdů. Manipulátor do čelistí uchopí součást, která je ve správné poloze připravená v zásobníku, a umístí ji do stroje. Po ukončení procesu broušení součást opět ze stroje odebere a uloží ji do kontrolní stanice (která má zpětnou vazbu na CNC řízení stroje a podle potřeby může provést korekci) nebo do odkládacího zásobníku. Firma Palmary své produkty neustále vyvíjí a doplňuje novým příslušenstvím. V současné době je postupně řada PC se servopohony nahrazována stroji nové, přepracované řady GC. První stroje jsou již v České republice a svým uživatelům nabízejí tužší robustnější lože, inovované provedení kluzných ploch i jejich mazání a stabilnější způsob upnutí brusného kotouče (místo letmého uchycení brusného kotouče je nyní vřeteno podepřené na obou stranách). Také uživatelský komfort je opět na vyšší úrovni.
Brusky Palmary na náš trh dodává společnost Taima spol. s r. o. se sídlem v Praze 8. Tato firma se na dodávky brousicích strojů specializuje již od roku 1991, kdy dodala první stroj do ČZ Strakonice. Poskytuje nejen komplexní servisní služby před i po dodávce stroje, ale i plnou technologickou podporu včetně např. softwarových i hardwarových úprav strojů, přípravu uživatelských maker, automatizace a robotizace nasazení dodaných strojů a podobně.


Co řekli zákazníci používající bezhroté brusky PALMARY?
Pan Pavel Majer je technologem přípravy výroby ve firmě UJP PRAHA a. s., Praha- Zbraslav a bezhrotou brusku Palmary (typ GC-4525-NC) používají již téměř dva roky.
Jak často používáte bezhrotou brusku Palmary?
Brusku využíváme v průměru 3 směny týdně. Ve skutečnosti se využívá podle aktuálního stavu výroby, někdy třeba jen na 2 hodiny denně, někdy brousíme v kuse několik dní.
Jaký typ obrobků a jak velké výrobní dávky běžně na brusce brousíte?
Brousíme dva typy obrobků. Jedná se o tyč o průměru 9 mm a délce 160 mm, kterou brousíme na finální rozměr, a dále tyč o průměru 11,5 mm a délce 120 mm, zde jen upravujeme a sjednocujeme povrch a rozměry před další operací. U obou obrobků se jedná o cca 40 000 kusů ročně.
Víme, že na brusce brousíte materiály typu wolfram, které nejsou až tak často používanými materiály. Jakých výsledků dosahujete při broušení těchto materiálů?
Veškeré obrobky jsou skutečně tvořené z velké části z wolframu s tvrdostí okolo 54 HRC. Dosahujeme velice dobrých výsledků a hlavně velice rychle. Předtím jsme brousili na brusce BBZ 60 a díky nové brusce jsme zrychlili broušení 2,5× a počet zmetků snížili 10×, a to hlavně díky 100% zlepšení házivosti a odstranění podbroušení na průměru.
Jak vaši operátoři hodnotí komfort ovládání brusky?
Samozřejmě to pro ně byl ze začátku celkem šok, rozdíl ve strojích je obrovský. Ale velice rychle se s novou bruskou sžili a nyní jsou s ovládáním a údržbou brusky spokojení a jde jim to velice rychle.
Po téměř dvouletých zkušenostech, jak je složité brusku přenastavit na jiný typ obrobku?
Zde musím poděkovat a ocenit přístup dodavatelské firmy, která se nám ze začátku zcela věnovala a pomohla nám brusku rozchodit, kolikrát jsme zde s techniky byli do pozdních večerních hodin. Veškeré problémy byly způsobeny tvrdostí broušeného materiálu a rozdílným ovládáním a nastavováním oproti staré brusce. Ze začátku trvalo přenastavení brusky z průměru 9 mm na průměr 11,5 mm kolem 2 hodin, nyní to operátor zvládne za 15 minut.
Jak často provádíte zásahy při broušení po seřízení výrobní dávky? Mám na mysli úpravu korekcí a přeseřízení stroje.
Zásahy do korekcí provádíme poměrně často, ale je to způsobeno typem broušeného materiálu. Necháváme si dodávat speciální brusný kotouč na wolfram, ale i tak kvůli tvrdosti materiálu velice rychle ubývá; kotouč nám vydrží na nabroušení cca 30 000 ks. Při hrubování provádíme korekce po cca 100 ks, při finální šponě každých cca 20 ks. Korekce průměru je velice jednoduchá a zabere pár sekund, takže to žádné zdržení a problém pro nás není. Přeseřizování stroje de facto není potřeba vůbec, pouze při přenastavování brusky na jiný typ obrobku. Dále v době výměny kotouče přebrušujeme příložky a pravítko, protože nám je tvrdý materiál rychle opotřebovává.
Potřebovali jste někdy servisní zásah na brusce Palmary? Jak hodnotíte techniky dodavatelské firmy?
Servisní zásah zatím potřeba žádný nebyl. Pouze jsme měli pár otázek ohledně ovládání a speciálních úprav, které jsme vždy vyřešili po telefonu. Technika si zveme na pomoc při výměně brusného kotouče. Po podání požadavku je technik u nás do dvou dnů, vždy velice rychle kotouč vymění a zkontroluje stav brusky. Po více než dvou letech byly na brusce pouze lehce povolené řemeny, které byly dotaženy. Jinak žádný zásah potřeba nebyl. S techniky máme jen samé dobré zkušenosti. Vždy velmi rychle a profesionálně vykonají svou práci a jsou vždy ochotni poradit, a případně doporučit nějaké zlepšení při práci s bruskou, které vychází z jejich praxe a zkušeností.
Splnila firma Palmary vaše očekávání? Co byste naopak vytknul tomuto výrobci?
Upřímně řečeno, před pořízením brusky zde byly jisté obavy ohledně kvality brusky a správného využití pro náš specifický materiál. Musím zde opět velice poděkovat dodavatelské firmě, která nám při dlouhém jednání trpělivě odpovídala na otázky, komunikovala s firmou Palmary a nakonec naši firmu navštívila i s pracovníky firmy Palmary. Všechno se probíralo u nás, na vše nám bylo odpovězeno, a řešení, které bylo doporučeno, funguje naprosto skvěle.
Jediným nedostatkem, který vidíme u firmy Palmary, je ten, že sídlí daleko a může se stát, že na náhradní díly či příslušenství k rozšíření brusky se bude čekat delší dobu. Opět zde musím ale vyzdvihnout přístup dodavatele k danému problému; spotřební materiál mají skladem a vždy se snaží nalézt co nejefektivnější způsob řešení problému.
Děkujeme za odpovědi.
TAIMA spol. s r. o.
Bezinková 174/8
182 00 Praha 8
T: 281 86 4546
taima@taima.cz
www.taima.cz
Mohlo by se Vám líbit

25 německých veletrhů v roce 2025
- Strojírenství
-
21. dubna 2025
Letošní veletržní sezona už začala v březnu, ale i tak jsou před námi desítky zajímavých oborově zaměřených průmyslových veletrhů. Inzerce Níže uvádíme přehled veletrhů, název, […]

Síla evoluce: ICONICS se mění na Mitsubishi Electric Iconics Digital Solutions
- Digitalizace
-
19. dubna 2025
Společnost ICONICS oznamuje oficiální změnu názvu na Mitsubishi Electric Iconics Digital Solutions (MEIDS), což představuje významný krok v jejím vývoji. Společnost MEIDS, s podporou společnosti […]

Milan Rajtár je novým šéfem největšího českého výrobního závodu Innomotics v Mohelnici
- Práce
-
17. dubna 2025
Společnost Innomotics vyvíjí a vyrábí ucelené portfolio nízkonapěťových a vysokonapěťových motorů, generátorů, převodových motorů, měničů pro střední napětí a vřeten. V České republice má téměř 4000 […]