06. června 2017 00:34
Upínače nástrojů pro mikroobrábění Precizní do nejmenšího detailu
Ať tváření, dentální technika, lékařská technika, hodinářský, šperkařský nebo optický průmysl – počet vysoce přesných aplikací v oboru mikroobrábění v uplynulých letech enormně vzrostl. Kdo chce efektivně zacházet s filigránskými nástroji, vysokými otáčkami a extrémními požadavky na přesnost, potřebuje upínací systémy, které pracují stabilně i v mezních situacích.

Mikroobrábění | SCHUNK významně rozšířil svůj speciální program v mikroobrábění
Vzhledem k malým průměrům stopek, jemným strukturám, malým prostorům a minimálním tolerancím musí být mnohé upínací systémy nástrojů pro mikroobrábění uzpůsobené již od začátku. A tak se některé upínače, které dosahují v novém stavu výborných výsledků, v průběhu času stávají pro uživatale skutečnou zkouškou nervů. Důvody jsou různé: zhoršující se házivost, nedostatečná přesnost nebo pronikající nečistoty k tomu přispívají stejně jako zaseknuté nástroje nebo potíže s nastavením nástroje. I přesné upínače se vyplatí blíže prozkoumat.
Inzerce

K dosažení přesných výsledků v mikroobrábění by měly upínače disponovat obvodovým házením a opakovatelnou přesností < 0,003 mm. Důležitá podmínka: měřeno ve 2,5násobku průměru stopky. Kvůli vysokým otáčkám je smysluplná kvalita vyvážení G 2,5 při 25 000 min-1. Rozhodující je, aby tyto hodnoty byly trvale zaručené. U některých systémů způsobí zejména únava materiálů v důsledku tření nebo zahřívání postupnou ztrátu vysoké přesnosti upínačů a výrobní tolerance již není možné dodržet. Podobně problematické mohou být nečistoty: pokud do upínače proniknou malé třísky, může být negativně ovlivněna kvalita vyvážení. S každým upnutím pak ztrácí upínač na přesnosti, protože usazené třísky způsobují jeho opotřebení. Především u vícedílných upínačů, jako např. u přesných kleštinových upínačů, může k tomuto efektu dojít velmi brzy. Před tím mohou chránit speciálně utěsněné upínače, pečlivost při výměně nástroje a pravidelná intenzivní údržba.
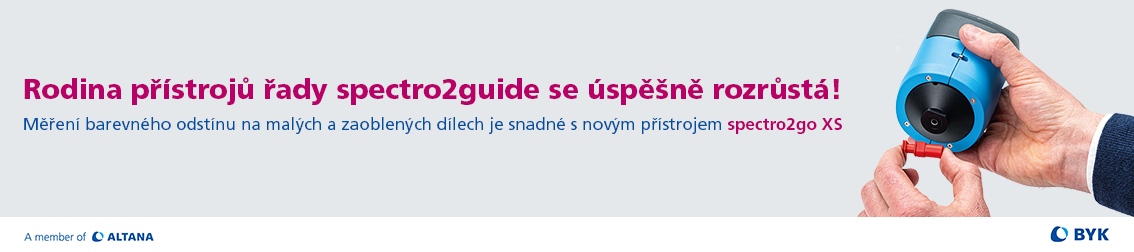
Výroba forem | V mikroobrábění významně ovlivňuje spolehlivost upínačů nástrojů stabilita procesu a dosažitelná přesnost
Porovnání systémů se vyplatí
Porovnáme-li mezi sebou relevantní upínací systémy, vyčnívá z řady polygonální upínací technika firmy SCHUNK. Zatímco při tepelném smršťování se odpařují chladicí kapaliny, její zbytky ulpívají v upínacím průměru a kromě nákladné a energeticky náročné smršťovací jednotky musí být občas nainstalován i odsávací systém. U polygonální upínací techniky není zatížen rozpočet, životní prostředí ani zdraví obsluhy. Ani elektrická energie není potřeba pro výměnu nástrojů. Kromě toho, smršťovací upínače mohou mít problémy při upínání malých průměrů nástrojů. Kvůli tepelným vlivům a různým koeficientům tepelné roztažnosti upínače a nástroje dochází k tomu, že drahé mikronástroje nelze z upínače vytáhnout. I když to nedojde tak daleko, ztrácí často tepelně smrštitelné upínače svou obvodovou házivost tím, že se neustále zahřívají a ochlazují.
Pozoruhodně jednoduchý upínací princip
Oproti tomu u polygonální upínací techniky TRIBOS zůstává obvodová házivost a opakovatelná přesnost < 0,003 mm, měřeno na nástroji ve vzdálenosti 2,5 × D, po více než tisíci upnutích bezpečně zachována. S kvalitou vyvážení G 2,5 při 25 000 min-1 splňují vysokorychlostní upínače nejnáročnější požadavky. Jsou vhodné pro všechny stopky nástrojů s tolerancí h6 a byly testovány až do 205 000 min-1 v závislosti na typu. Podle výpovědí uživatelů z oboru mikroobrábění je TRIBOS vůbec prvním systémem, který při osazení frézami s průměrem řezu 30 μm spolehlivě dosahuje přesných výsledků.
Upínací systém SCHUNK má místo válcového otvoru pro nástroj v upínači polygonální tvar. Upínacím zařízením je z vnější strany vyvinut definovaný tlak a tím se upínací otvor v oblasti pružné deformace dočasně změní na válec. V tomto stavu může být nástroj do upínače lehce vložen. Následně se vnější tlak uvolní, vnitřní průměr se díky elasticitě materiálu vrátí do svého původního polygonálního tvaru a nástroj se vlastním pnutím v oceli pevně upne. To platí zvláště pro malé průměry stopek od 1 mm. Během upínacího procesu se polygonální upínače deformují výhradně radiálně. Nedochází tudíž k jejich roztažení do délky. Tak je zaručeno, že u nástrojů s minimální tolerancí 0,01 mm lze přednastavit délku – i to je zásadní přednost oproti tepelně smrštitelným upínačům, u kterých zpravidla dochází ke zkracování jejich délky při ochlazování.
Polygonální upínací technika vítězí i v porovnání s kleštinovými upínači. Vzhledem k upínacímu principu nemá systém žádné pohyblivé části. Díky tomu je přesný upínač mechanicky odolný a zaručuje dlouhodobě bezúdržbové upnutí bez opotřebování. Navíc je v porovnání s vícedílnými upínači podstatně nižší údržba. K zabránění znečištění z vnější strany mohou být štěrbiny na přední straně upínače TRIBOS na přání dodatečně zaslepeny.

Obsluha SVP-Mini | Ruční upnutí: U TRIBOS-RM, TRIBOS-Mini a prodloužení nástrojů TRIBOS-SVL Mini postačí k bezpečné výměně nástroje ruční upínací zařízení
SCHUNK významně rozšiřuje speciální program pro mikroobrábění
Mnoho uživatelů zjistilo, že s vysokou absolutní přesností a dynamikou, stejně jako dobrou tuhostí a tlumením vibrací upínačů TRIBOS, dosáhnou kvalitativně nejlepších obrobených povrchů a dlouhých životností nástrojů. Na základě vysoké poptávky SCHUNK významně rozšiřuje svůj program přesných upínačů pro mikroobrábění.
Nová rozhraní a vyšší stupeň standardizace přispívají k tomu, že uživatel může citelně zvýšit stabilitu procesu a hospodárnost náročných přesných operací. Speciálně pro vysoce efektivní 5osé obrábění navrhl SCHUNK robustní upínač TRIBOS-RM s prodlouženým rozměrem L1 o délce 78 mm. Dlouhý výkonný upínač může být použit velmi univerzálně. Kromě přímého upnutí se mohou pomocí standardizovaných redukčních pouzder GZB-S upnout i stopky s menším průměrem. K obrábění špatně dostupných oblastí lze upínač zkombinovat se standardizovaným prodloužením nástrojů TRIBOS-SVL Mini.
SCHUNK Intec s. r. o.
Tuřanka 115, 627 00 Brno-Slatina
Tel.: +420-513 036 213
Fax: +420-513 036 219
info@cz.schunk.com
cz.schunk.com
Mohlo by se Vám líbit

Milan Rajtár je novým šéfem největšího českého výrobního závodu Innomotics v Mohelnici
- Práce
-
17. dubna 2025
Společnost Innomotics vyvíjí a vyrábí ucelené portfolio nízkonapěťových a vysokonapěťových motorů, generátorů, převodových motorů, měničů pro střední napětí a vřeten. V České republice má téměř 4000 […]

Společnost Sandvik Coromant představila břitové destičky CoroCut® 2 s geometrií -RF pro vysoce přesné a bezpečné tvarové obrábění
- Obrábění
-
17. dubna 2025
Kromě toho do své nabídky zařadila také nástrojovou třídu GC1205 umožňující dosažení vynikajících výsledků při upichování a zapichování v žárovzdorných slitinách (HRSA) ve vystárnutém stavu […]
Tým japonských vědců vyvinul nový typ plastu, který se zcela rozpouští v mořské vodě
- Plasty
-
15. dubna 2025
Pouze asi 9 % plastů na celém světě je skutečně recyklováno. Zbytek končí na skládce, ve spalovnách nebo v přírodě. Velká část plastů doputuje také do […]