
10. dubna 2018 00:33
Trendy v obrábění
Podíváme-li se dnes na výrobu dílů, zjistíme, že nastal značný nárůst obráběcích operací. Např. 5osé frézování dmychadlových kol bylo dříve známo pouze z vývojových oddělení, dnes je to běžná praxe. Různé součásti leteckého průmyslu bývaly složené a nýtované z více pozic, dnes jsou frézované z jednoho kusu. Rotační díly s frézovanými a vrtanými prvky jsou vyrobené na soustruhu na jedno upnutí. Proč tomu tak je?
Inzerce

Odpověď je vcelku jednoduchá: protože kolo frézované z kovaného hliníku je lepší než odlitek, protože 1 díl je lepší než sestava, protože provedení všech operací na 1 upnutí je přesnější než postupné obrábění na více strojích. Pokud je to tedy všechno tak skvělé, proč se to tak dělá až dnes, když jsou to obecně známé věci? Hlavním důvodem je samozřejmě technologie – stroje, které toto produktivně zvládnou, máme k dispozici pár desetiletí. Ruku v ruce s tím jde ekonomie, protože to, že technologie existuje, ještě neznamená, že si ji může kdokoliv dovolit. Masivní rozšíření těchto metod v dnešní době je tedy hlavně způsobeno cenovou dostupností těchto strojů.
Pořízení stroje je ovšem pouze polovina úspěchu. Asi je každému jasné, že takovéto výrobky nelze programovat na jeho ovládacím panelu. Potřebujeme tedy vhodný CAM systém, který je schopen vygenerovat optimální dráhy nástroje. Pojmem optimální rozumíme nejen geometrické hledisko, ale zejména technologické. Zastaralý CAM bez cyklu pro zbytkové obrábění sice díl vyrobí, ale polovinu času třeba jezdí nástroj zbytečně jenom ve vzduchu. Díky CAMu, který nepoužívá moderní metody adaptivního obrábění, je nutné obrábět menšími posuvy a častěji měnit nástroje důsledkem jejich většího opotřebení. Dopad na cenu takového výrobku je zřejmý.
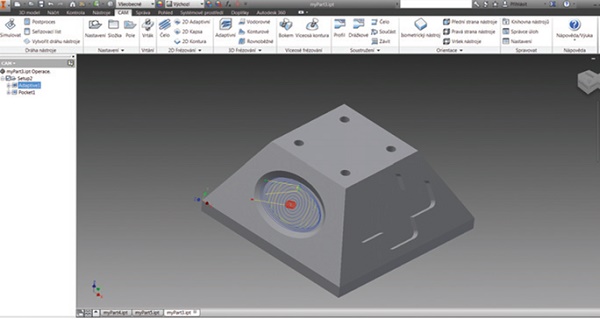
Jaké jsou tedy požadavky na moderní CAM systém? Podívejme se například, co nabízí Inventor HSM od firmy Autodesk:
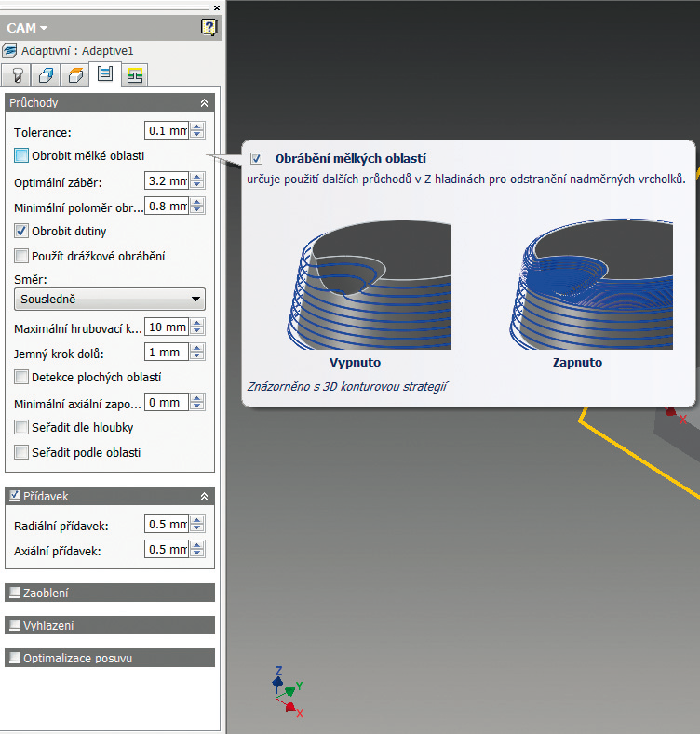
- Adaptivní obrábění. To znamená odstranění přebytečného materiálu s ohledem na řezné podmínky. Dráha nástroje je vypočítána tak, aby v každém okamžiku obrábění bylo dodrženo dané zatížení nástroje. Tím se prodlužuje životnost nástroje a zkracují výrobní časy.
- Načtení CAD dat. Standardní formáty IGES, STEP, dále pak nativní formáty Autodesku (.ipt, .iam, dwg.), a přímé načítání nativních formátů CAD systémů CATIA, pro/ENGINEER, SolidWorks, Rhino a dalších
- Asociativita model – NC program. Pokud dojde ke změně výchozího modelu nebo tolerance rozměru, vygenerují se nové dráhy nástroje, bez nutnosti cokoliv dále zadávat
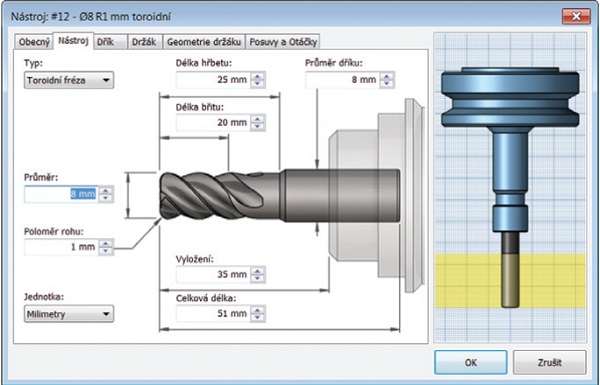
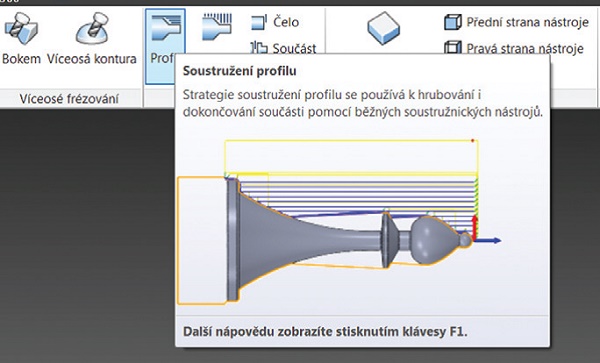
- Možnost programování všech operací vrtacích, soustružnických a frézovacích (včetně 5osých).
- Rychlost výpočtu. Výpočty jsou dostatečně rychlé, takže programátor má možnost zkusit i více variant technologického procesu. Výsledkem je úspora drahého času obráběcího stroje.
- Postprocesor optimalizovaný pro každý stroj. Postprocesor musí zohlednit možnosti každého stroje, nejde jenom o řídicí systém, ale také například o to, zda výsledný program dokáže využít cykly strojů, zda používá kruhové interpolace, nebo jenom generovanou množinu bodů, atd… Inventor HSM je dodáván s postprocesory na nejrozšířenější řídicí systémy, které je možno pro každý stroj vyladit pomocí javascriptu.
Ladislav Peleška, TD-IS, s. r. o.
Mohlo by se Vám líbit

25 německých veletrhů v roce 2025
- Strojírenství
-
21. dubna 2025
Letošní veletržní sezona už začala v březnu, ale i tak jsou před námi desítky zajímavých oborově zaměřených průmyslových veletrhů. Inzerce Níže uvádíme přehled veletrhů, název, […]

Síla evoluce: ICONICS se mění na Mitsubishi Electric Iconics Digital Solutions
- Digitalizace
-
19. dubna 2025
Společnost ICONICS oznamuje oficiální změnu názvu na Mitsubishi Electric Iconics Digital Solutions (MEIDS), což představuje významný krok v jejím vývoji. Společnost MEIDS, s podporou společnosti […]

Milan Rajtár je novým šéfem největšího českého výrobního závodu Innomotics v Mohelnici
- Práce
-
17. dubna 2025
Společnost Innomotics vyvíjí a vyrábí ucelené portfolio nízkonapěťových a vysokonapěťových motorů, generátorů, převodových motorů, měničů pro střední napětí a vřeten. V České republice má téměř 4000 […]