26. září 2017 00:43
Velké sonotrody a jejich vyrobitelnost
Ultrazvukové svařování plastů naráží na fyzikální hranice, které představuje především velikost svařovacího nástroje. Se sofistikovaným softwarem pro simulaci vibračního chování, přesnou měřicí technologií a také samoučící, plně digitální technologií generátorů se můžete pustit do projektů, na které byste dříve neměli odvahu. Tři příklady z praxe, které vás nadchnou.
Spojování velkých 3D dílů není tak jednoduché, jak se může zdát. Speciální výzvou je v každém bodě svařovací geometrie opakovaně přenést optimální energii vibrací. Optimální znamená, že vibrační pohyb sonotrody, nazývaný také amplituda, je k dispozici rovnoměrně v dostatečném množství, a to i u komplikovaných 3D dílů nebo u nadměrně velkých spojovaných dílů. Dokonalý svařovací nástroj je dnes vyvíjen metodou konečných prvků (MKP). Přitom je na počítači simulováno vibrační chování, takže se můžeme přiblížit tak blízko realitě, jak jen to jde. Obzvláště je nutné dbát na nežádoucí vedlejší rezonance (např. ohýbací vibrace). Neustále pracujeme na vylepšení simulací propracovanějšími algoritmy a přizpůsobenými hraničními podmínkami. Simulace pak stále více odpovídají reálnému výsledku. Velkou část technických potíží tak můžete vyřešit již při simulaci a ušetříte si náročné a nákladné úpravy sonotrody.
Rozhodujícím faktorem úspěchu je kromě simulace také přesné měření sonotrody. Laserové skenování prostřednictvím vibrometrů umožňuje proměřit všechny přirozené frekvence (režimy) s typickým tvarem vibrací. Je tak možné přímo porovnat průběh se simulací. Amplituda ve vibrujícím stavu se kontroluje v přesné výšce relevantních bodů pro svařování, přitom zvládne i 50 různých měřicích bodů. Tento proces vyžaduje hluboké znalosti akustiky ultrazvuku.
Můžeme se pochlubit dalším technickým pokrokem – novými funkcemi softwaru plně digitálního generátoru, které umožňují ovládat komplexní geometrii sonotrody. Akustické vstupní signály sonotrod velkého rozměru lze optimálně přizpůsobit. Podmínkou je, aby piezokeramický konvertor přeměnil tyto vysokofrekvenční elektrické signály na mechanické vibrace bez ztráty kvality.
Rukojeť chirurgického nástroje: členitý 3D povrch
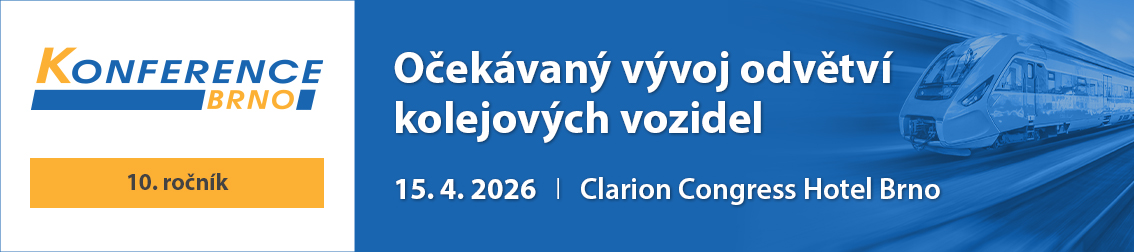
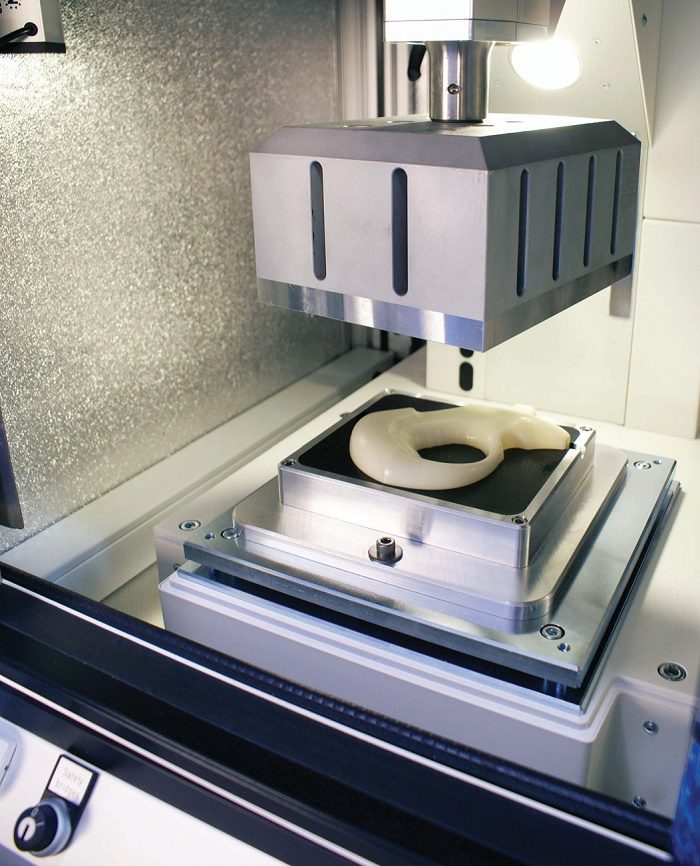
Pro jednoho amerického zákazníka ze zdravotnictví jsme vyvinuli svařovací nástroj, který má svařovat rukojeť přístroje na baterie používaného k liposukci. Tento nástroj jsme poprvé představili na zdravotnickém veletrhu Medica 2015. Velikost plastové rukojeti a velmi členitý 3D povrch spojovací oblasti mající výškový rozdíl až 12 mm vyžadovaly speciální řešení. Vytvořit negativ tvaru dílu na svařovacím nástroji o ploše 220 × 180 mm a současně ho rozvibrovat bylo opravdovým technickým mistrovským kouskem (obr. 1 a 2).
Obr. 1: Sonotroda pro rukojeť nástroje k liposukci
Obr. 2: Sonotroda kontury svařování pro rukojeť nástroje k liposukci
Manžeta na zápěstí: zapravený okraj
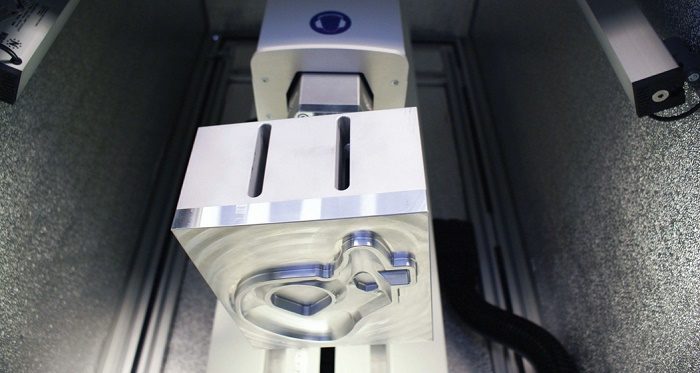
V dalším případu z praxe jsme nahradili hned dva postupy – svařování a řezání. Dvě velurové tkaniny s gelovou vložkou bylo nutné svařit dohromady prostřednictvím ultrazvuku a současně vytvořit okraj, který by neměl ostrou hranu. Svařovací nástroj jsme s maximem nasazení navrhli a vyrobili jako čtvercovou blokovou sonotrodu s délkou hrany 220 mm. Aby nedocházelo k možnému opotřebení, není sonotroda z titanu, ale z kalené oceli. Výroba byla poměrně složitá – sonotroda má z obou stran několik drážek a váží 45 kg. Proces kalení probíhal podle přesného teplotního rozvrhu, aby změny spojů neměly negativní dopad na parametry vibrací (obr. 3).
Obr. 3: MKP grafika sonotrody zápěstní manžety upravené oběma směry
Přepadová nádrž: správné utěsnění je opravdu nutné
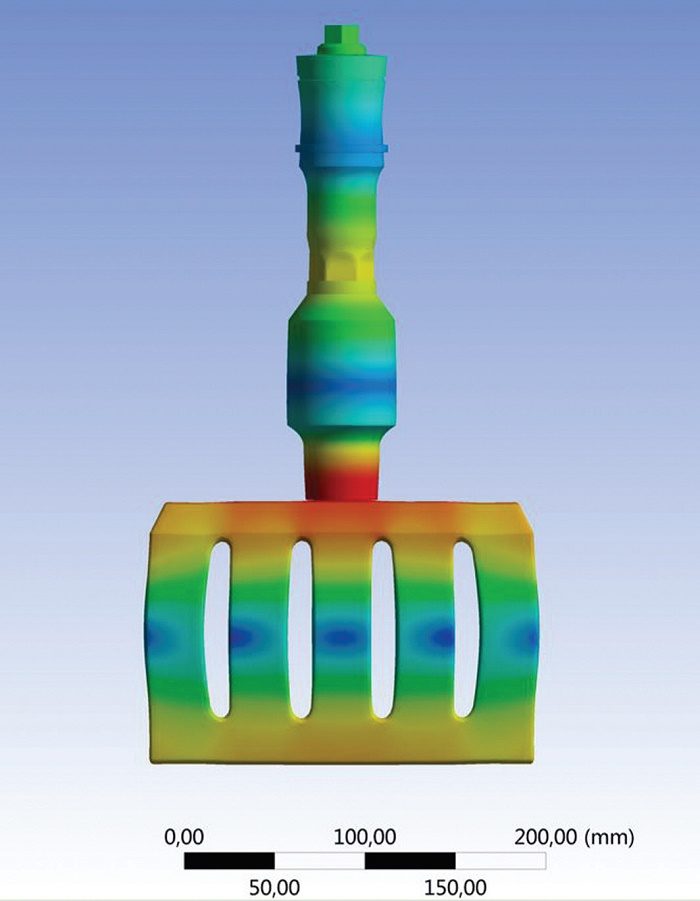
U spojů přepadové nádrže pro odvod z varné desky se zákazník soustředil na různé alternativy: Lepidlo bylo jako spotřební materiál příliš drahé a vyžadovalo dlouhou dobu schnutí. U vibračního svařování se bál vysokých nákupních nákladů a možné tvorby prachu. Zrcadlové svařování zase není ekologické z důvodu dlouhého nahřívání. U ultrazvukového svařování byla výzvou velikost obou polovin nádrže a tloušťka jejich stěn. Zákazník se nakonec rozhodl pro svařování ultrazvukem a při realizaci geometrie spojů dal na rady naší firmy a použil přitom spoj typu pero a drážka. Spolu s dvoudílným upevněním dílu tak bylo možné nastavit si potřebnou polohu dílů a jejich vystředění. Jako optimální tvar nástroje se nakonec ukázala kruhová sonotroda, kterou jsme vyrobili z hliníkové kulatiny s průměrem 260 mm (obr. 4).

Obr. 4: Sonotroda pro přepadovou nádrž
Shrnutí:
Dlouholeté zkušenosti a využití nejnovějších výpočetních a testovacích nástrojů umožňují propočítat a vyrobit velkoformátové ultrazvukové svařovací nástroje, které se dokážou vypořádat s jakýmkoli zadáním.
 Herrmann Ultrazvuk s. r. o.,
Herrmann Ultrazvuk s. r. o.,
Tech-Center Brno
Areál Slatina – Tuřanka 115, 627 00 Brno
Tel. +420 532 123 057
www.herrmannultrazvuk.com
Mohlo by se Vám líbit

Kopřivnická automobilka Tatra Trucks během roku 2025 navýšila výrobní výkon a zároveň jí vzrostly tržby
- Strojírenství
-
20. března 2026
Za minulý rok automobilka Tatra Trucks prodala 1337 vozidel a vyrobila jich 1349. Díky širokému produktovému mixu, v němž převažovala výrobně náročná vozidla s vysokou […]

Perfektní destičky pro menší stroje a nižší hloubky řezu
- Obrábění
-
18. března 2026
Frézovací destičky Double Turbo 11 společnosti Seco® jsou další evolucí v oblasti technologie břitových destiček, tentokrát směřované na menší stroje a nižší hloubky řezu. Systém […]

HENNLICH rozšiřuje portfolio readycable o kabely pro průmyslové kamery
- Strojírenství
-
16. března 2026
Společnost HENNLICH představuje nové kabelové svazky igus readycable pro pohyblivé průmyslové aplikace. Novinkou v portfoliu jsou kabely s konektory pro systémy společnosti Keyence, jednoho z […]