15. května 2024 09:45
Grumant: Přesné soustružení hlubokých otvorů VBD s broušeným ostřím
Tímto článkem bychom chtěli uvést seriál věnovaný problematickým otázkám v obrábění. Cílem je informovat především výrobní firmy o novinkách a možnostech nových nástrojů zejména pro takové složité operace, jako obrábění těžkoobrobitelných materiálů, dále o volbě správných nástrojů, řešení ekonomických otázek apod. V dnešním článku se budeme věnovat soustružení otvorů velkých hloubek.
Volba správného tělesa
Inzerce


Díky vysoké tuhosti a stabilitě lze nože použít pro vrtání do hloubek, až 7xD
Často je třeba obrobit otvory po předvrtání nebo předlití apod. na přesný rozměr jak rozměrově, tak i s požadavkem na vysokou jakost povrchu. To obyčejně není problém u otvorů malých hloubek nebo větších průměrů. Potíže vznikají u dílů, kde je poměr hloubky k průměru větší než 5:1. Při velkém vyložení nástroje dochází k vibracím a tím tedy ke zhoršení drsnosti povrchu a přesnosti rozměru otvoru. Na trhu se doposud vyskytovaly nožové držáky z oceli se zaručenou stabilitou do hloubek maximálně 3xD, držáky z antivibrační oceli (také známé pod označením Densimet) maximálně do hloubek 5×D a držáky se stopkou ze slinutého karbidu s možností použití do hloubky až 7×D. Podle druhu materiálu držáku se pochopitelně liší pořizovací cena, v některých případech dost podstatně. Zatímco rozdíl mezi cenou antivibračního a standardního nože není propastný (vyšší maximálně o 30–50 %), cena nože s karbidovou stopkou je v porovnání s běžným nožem mnohonásobná. S velikostí nože se cena samozřejmě zvyšuje, proto se karbidové nože používají především pro obrábění otvorů malých průměrů. V některých případech, za předpokladu výrazné redukce řezných podmínek, lze nože z antivibrační oceli nebo dokonce ocelové nástroje použít do větších než předepsaných hloubek. Takové řešení je sice možné, ale neproduktivní.
Novinkou, rozšiřující nabízené spektrum produktů, jsou nože pro vnitřní soustružení z antivibrační oceli s karbidovým jádrem. Naleznete je například v nabídce firmy Kyocera (v ČR ji zastupuje společnost Grumant). S těmito noži je možné plnohodnotně obrábět otvory do hloubek až 7×D stejně jako s celokarbidovými noži. Rozdíl mezi touto novinkou a noži z SK je jediný – v pořizovací ceně, která je srovnatelná s běžnými antivibraními tyčemi. Použitelnost do těchto hloubek samozřejmě předpokládá vysokou tuhost a stabilitu. Výhodou oproti ostatním nástrojům je zvýšení možných posuvů a úběrů třísky při zachování stability, tichého chodu a v neposlední řadě přesnosti rozměrů a kvality obrobeného povrchu.
Konstrukce antivibračních tyčí
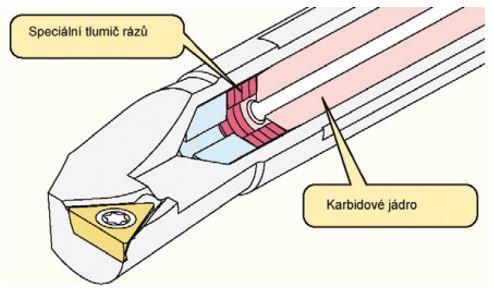
Schéma řešení nožů s karbidovým jádrem
Použití tyčí při tak náročných podmínkách umožňuje jejich speciální konstrukce. Tyče mají jádro ze slinutého karbidu, které zajišťuje stabilitu a pevnost. Jádro je speciální technologií spojeno se zbytkem tělesa, vyrobeným ze standardní antivibrační oceli. Přechod mezi materiály směrem k destičce je vyplněn speciálním tlumičem rázů, který zlepšuje přechod mezi karbidem a ocelí. Povrch tělesa je pokryt tvrdým povlakem stříbrné barvy. Tato povrchová úprava zvyšuje odolnost proti otěru odcházející třískou a má též nezanedbatelný vizuální efekt. Nože se prozatím vyrábí v provedení pro pozitivní destičky.
Broušené utvařeče třísky

Destičky s broušenými utvařeči (vpravo) jsou vhodné pro dokončování
Běžně používané destičky, které mají ve své nabídce všichni jejich výrobci, mají lisované utvařeče. Někteří mají ve svém programu zahrnuty i VBD s utvařeči broušenými (mezi firmy zaměřené také na tuto technologii patří i Kyocera). Tyto nástroje jsou vhodné například pro operace dokončování povrchu, především při obrábění vnitřních tvarů. K jejich výhodám patří velmi ostrá a přesná geometrie, se kterou lze docílit kvalitních povrchů, srovnatelných s broušením. Při použití takovýchto nástrojů je třeba nechat pouze malý přídavek na obrábění. Doporučené řezné podmínky, podle druhu utvářeče, jsou: hloubka třísky 0,03–0,80 mm při nízkém posuvu na otáčku 0,03–0,25 mm. Kromě utvařeče je také velmi důležitým faktorem materiál VBD. Vzhledem k tomu, že je nutné, aby břit byl velmi ostrý a měl odpovídající tvar, je vhodné použít buď VBD nepovlakovanou, nebo destičku s povlakem vytvořeným metodou PVD (ostří s CVD povlaky by se rychle otupovala). V případě volby nepovlakované VBD je vhodné použít cermet (u firmy Kyocera označený TN60). Z povlakovaných potom cermet s PVD povlakem (Kyocera PV90) nebo mikrozrnný karbid (např. PR930). PR930 je velmi univerzální druh, který lze použít pro různé operace a široký rozsah obráběných materiálů, od běžných ocelí, přes legované oceli, až po oceli korozivzdorné.
Broušené VBD je vhodné použít například při operacích, kdy:
- s běžnou destičkou nelze udržet předepsanou jakost povrchu;
- je třeba vyrobit rádius menší než 0,2 mm
(minimální standard lisovaných VBD); - při použití lisovaných VBD vzniká příliš velký řezný odpor.
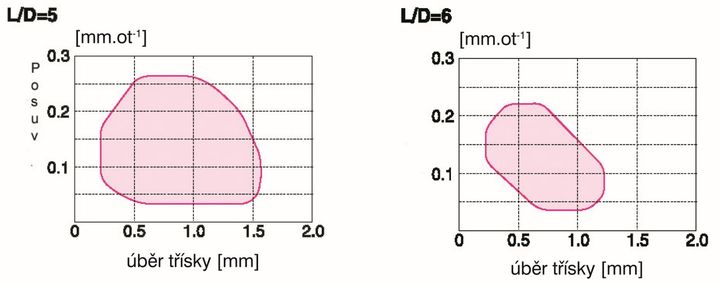
Rozsah použitelných řezných podmínek při soustružení běžné oceli třídy 11 při řezné rychlosti vyšší než 100 m min-1. Graf 1 odpovídá použití do hloubky 5xD, graf 2 do hloubky 6xD
Karel Horešovský
![]()
Mohlo by se Vám líbit

Flexibilní řada výrobků pro stabilní čistotu s nízkými jednotkovými náklady na čištění
- Strojírenství
-
03. prosince 2024
EcoCompact je k dispozici také ve verzích L a XL pro čištění rozpouštědly a konzervaci v průmyslu. Společnost Ecoclean rozšířila cenově výhodný model EcoCompact o […]

Unikátní systém hašení akumulátorů ve společnosti Kia Slovakia
- Automotive
-
02. prosince 2024
Od října má hasičské oddělení výrobního závodu značky Kia na Slovensku (Kia Slovakia) k dispozici inovativní technologii CRISTANINI WJFE 300 pro hašení lithium-iontových akumulátorů z […]
Grumant: Obrábění korozivzdorných ocelí a superslitin
- Obrábění
-
01. prosince 2024
Toto téma jistě zajímá a často trápí velký počet našich čtenářů. Protože v moderním strojírenství jsou poměrně často používány korozivzdorné oceli a mnoho firem se zabývá rozličnými typy […]