
13. března 2018 13:02
Od otvoru k vrtáku…
… nebo je to naopak? Výběr nástroje pro obrábění otvorů je snad ještě citlivější otázkou, než je tomu u jiných obráběcích operací. Vzhledem k tomu, že většina z celého spektra vyráběných dílců zahrnuje otvory nejrůznějších tvarů, velikostí, provedení a kvality, představuje jejich obrábění velký podíl z celkového času výroby, a z ekonomického hlediska je tedy úspěšnost takto zaměřených obráběcích operací jedním z klíčových faktorů. Jak tedy postupovat, abychom otvory obráběli s vysokou spolehlivostí a produktivitou a vyvarovali se přitom ztrát?

Inzerce

Zohledňovat finální požadavky na kvalitu obrobení, tolerance, drsnost povrchu a další je logickou a praktickou samozřejmostí u každého případu obrábění. Budeme‑li však porovnávat riziko vzniku prostoje v důsledku poškození nástroje u základních obráběcích operací – soustružení, frézování a vrtání – zjistíme, že u vrtacích nástrojů se jedná až o 1/3 ze všech případů vzniku problémů při obrábění. U frézování je to zhruba 1/4 případů a u soustružení přibližně 1/8. Při vrtání je navíc téměř pravidlem, že při poškození nástroje dojde i k poškození obrobku, a to velmi málo kdy opravitelnému. Je to nasnadě – vrták se vždy pohybuje uvnitř materiálu a vznikajícího otvoru bez jakékoli „bezpečnostní zóny“ volného prostoru, zatímco soustružnické či frézovací operace slouží často k obrábění vnějších tvarů nebo postupné úpravě tvarů vnitřních. Kombinace rizika vzniku prostoje ve využití strojního času a současně také zmetkového kusu, většinou v pokročilém stádiu rozpracovanosti, je tedy u vrtání oproti ostatním obráběcím operacím neúměrně vysoká.
Stacionární a rotační aplikace vrtání
Dalším přesvědčivým faktorem důležitosti dosažení co nejbezpečnějšího a nejproduktivnějšího procesu vrtání je skutečnost, že se tento typ operace provádí jak na soustružených, tak na frézovaných dílcích a jeho četnost je tedy opět oproti zbývajícím operacím velmi významná. Také je třeba zohlednit specifika nasazení vrtacích nástrojů na různých typech obráběcích strojů. Osové vrtání na soustruhu představuje z pohledu nástroje aplikaci stacionární, jejímž limitem mohou být maximální otáčky vřetena stroje. Dodržení správné řezné rychlosti pro moderní vrtáky, a to zejména malých průměrů, může narážet v případě velkých, nepravidelných či nestabilních obrobků na maximum aktuálně možných pracovních otáček vřetena (problémy se stabilitou upnutí, nevyvážeností obrobku, velkými odstředivými silami a gyroskopickými momenty apod.), a naopak u malých a štíhlých obrobků na maximální konstrukční otáčky vřetena konkrétního stroje. Limitujícími faktory tedy mohou být jak obrobek, tak možnosti stroje (nebo jejich kombinace), k čemuž se pojí ještě otázka správné polohy osy nástroje vůči ose vřetena (rovnoběžnost, souosost). Stejný vrták pak můžeme mít v úmyslu použít při obrábění na soustruhu i pro mimoosové vrtání – v případě, že je stroj vybaven přídavnými vřeteny pro naháněné nástroje. I zde je potřeba uvážit aktuální možnosti – jiný rozsah pracovních otáček, zpravidla velmi omezený rozsah upínacích průměrů a také řádově nižší výkon, než u vřetena hlavního. Lze i za takových podmínek zajistit vhodné řezné parametry pro bezpečné a produktivní vrtání stejným nástrojem, nebo bude potřeba jiný?
Velmi odlišná situace, avšak s obdobnými důsledky, nastává při použití vrtáků pro rotační aplikace na frézovacích či ostatních strojích s konfigurací stacionárního obrobku a rotujícího nástroje. Zde musíme vycházet z možností pracovních rozsahů otáček hlavního vřetena a současně potřebného výkonu při konkrétních pracovních otáčkách. U rotačních aplikací má rovněž vysokou důležitost co nejbezpečnější a přiměřeně přesné upnutí vrtacího nástroje, podle jeho provedení a potřeb. Monolitní karbidové vrtáky vyžadují přesné upnutí s minimálním radiálním házením (např. hydraulické upínače, přesná kleštinová sklíčidla, případně tepelné upínače), oproti tomu je u vrtáků destičkových potřeba zajistit pevné upnutí s radiálními prvky proti pootočení či protočení nástroje v upínači (Weldon apod.). Společným požadavkem všech moderních vrtacích nástrojů je pak záležitost vnitřního přívodu chladicí kapaliny, neboť pouze ten zajistí udržení správné tepelné bilance obráběcího procesu a správné utváření a odvod třísek z místa řezu a vznikajícího otvoru.
Kvalita otvorů a ekonomika vrtání
Je také evidentní, že různé typy vrtacích nástrojů budou také vytvářet otvory různé kvality, a to z hlediska rozměrové přesnosti, drsnosti povrchu, kvality povrchové vrstvy v otvoru či přesnosti jeho polohy na obrobku, přímosti, kolmosti atd. Vrtání je převážně hrubovací operace, avšak podle požadavků na finální otvor může být určitým nástrojem za vhodných podmínek obrábění dosaženo konečných parametrů kvality v rámci jediné operace. Proto je důležité zvolit takový nástroj, který bezpečně zajistí za reálných pracovních podmínek obrobení otvoru, ke kterému se již nebudeme muset vracet, anebo, není‑li to možné, připraví otvor co nejvýhodněji pro následné operace (např. vystružování, závitování, radiální zapichování apod.). Pouze takto nastavená operace s potřebnou produktivitou a bezpečností zajistí vyváženou ekonomickou efektivitu a nízkou nákladovost. Jeden nástroj bude levnější než dva, jedna operace bude kratší než dvě a pokud již budou další nástroj a operace nezbytné, je třeba, aby nedocházelo například k tomu, že vinou nevhodně připraveného základního otvoru (nesprávný či nepravidelný přídavek, špatná poloha na obrobku, (ne)přímost otvoru, zpevněná povrchová vrstva v otvoru, nesprávná hloubka atd.) bude životnost nástroje při následné operaci nízká (zvýšené náklady na nástroj), finální podoba otvoru nebude splňovat požadované parametry (vznik zmetku) nebo dojde k havárii (zničení nástroje, mnohdy i obrobku), spojené s rizikem poškození stroje, vybavení či dokonce zdraví pracovníků obsluhy.
 Z výše uvedených skutečností je zřejmé, že není třeba se vrtacích operací obávat, je však důležité zohlednit všechna možná úskalí a připravit podmínky a vybavení tak, aby zajistily bezpečné, spolehlivé, produktivní a ekonomické obrobení každého konkrétního otvoru. S tím samozřejmě souvisí také přesné informace o materiálu obrobku – takové, ze kterých můžeme správně stanovit obrobitelnost konkrétních polotovarů (např. složení materiálu, jeho původ, proces výroby, tepelné zpracování, mechanické vlastnosti, struktura v povrchových vrstvách i v jádře, postup přípravy konkrétního polotovaru apod.). Tyto skutečnosti jsou samozřejmě důležité u veškerých obráběcích operací a nikdy se je nevyplácí podceňovat.
Z výše uvedených skutečností je zřejmé, že není třeba se vrtacích operací obávat, je však důležité zohlednit všechna možná úskalí a připravit podmínky a vybavení tak, aby zajistily bezpečné, spolehlivé, produktivní a ekonomické obrobení každého konkrétního otvoru. S tím samozřejmě souvisí také přesné informace o materiálu obrobku – takové, ze kterých můžeme správně stanovit obrobitelnost konkrétních polotovarů (např. složení materiálu, jeho původ, proces výroby, tepelné zpracování, mechanické vlastnosti, struktura v povrchových vrstvách i v jádře, postup přípravy konkrétního polotovaru apod.). Tyto skutečnosti jsou samozřejmě důležité u veškerých obráběcích operací a nikdy se je nevyplácí podceňovat.
Chceme‑li dosáhnout skutečné rentability vrtacích a následných operací obrábění otvorů, je odpověď na úvodní otázku skutečně cestou od otvoru k vrtáku. Víme totiž, čeho je třeba dosáhnout – s nejvyšší efektivitou a nejmenším úsilím – a přizpůsobíme tedy volbu nástroje aktuálním podmínkám a podřídíme ji kýženému výsledku. Pořízení vlastního nástroje je pouze vyústěním naší snahy „koupit si otvor“, protože ten je centrem našeho zájmu. Vrták je prostředkem, jak toho dosáhnout. Proto je na trhu k dispozici velké množství vrtacích nástrojů – různých konstrukcí, provedení a značek – jimiž se dodavatelé nástrojů snaží pokrýt potřeby nejširší škály aplikací ve výrobních provozech.
Inovace sortimentu vrtáků Seco
Značka Seco je známá svou precizností na poli výzkumu a vývoje nových a inovací osvědčených nástrojových řešení. Proto se zaměřuje i na oblast vrtání, jehož rozsáhlá problematika k tomu přímo vybízí. Podívejme se na dva příklady, které tyto snahy demonstrují. Prvním z nich je inovované provedení osvědčeného destičkového vrtáku řady Perfomax, druhým nový typ monolitního karbidového vrtáku s označením Feedmax –P.
Oba nástroje podporují, každý svým způsobem, základní filosofii – vrtání otvorů s vysokou bezpečností, spolehlivostí a produktivitou, což jsou nezbytné předpoklady pro výrobní a ekonomickou efektivitu. Při jejich konstrukci bylo dbáno zejména na zlepšení vlastností stability nástroje a odvodu třísek, které představují nejrizikovější faktory v průběhu vrtacího procesu.
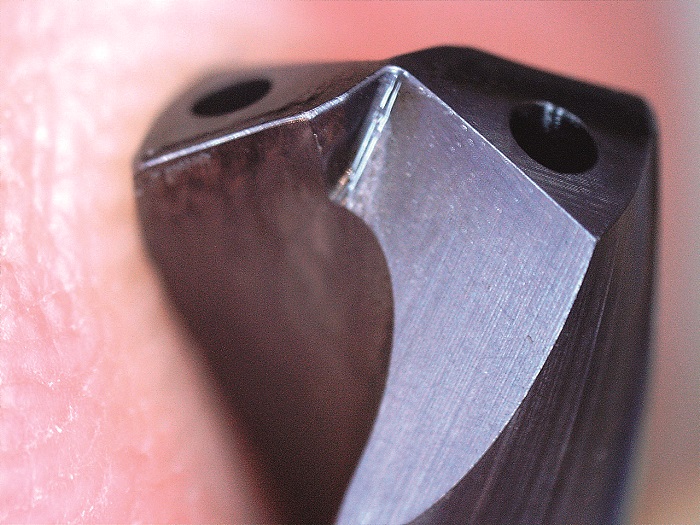
 Destičkový vrták Seco Perfomax
Destičkový vrták Seco Perfomax
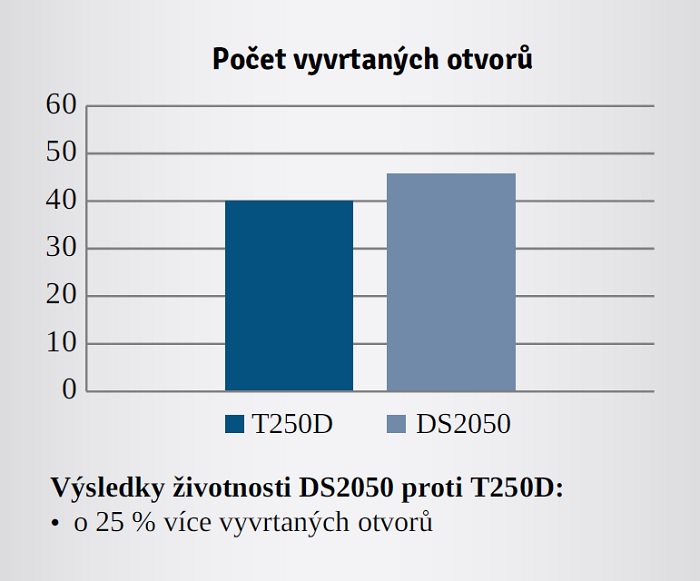
Nové provedení Perfomax vychází z konstrukce léty prověřeného a na trhu úspěšného konceptu vrtáku s vyměnitelnými břitovými destičkami. Současná moderní průmyslová výroba však požaduje ještě vyšší spolehlivost a výkonnost, a proto bylo třeba provedení nástroje inovovat. Zásadní, na první pohled patrnou změnu představuje vzhled nástroje. Jak drážky pro odvod třísek, tak i obvodové části jsou opatřeny vlnitým reliéfem a povrch celého tělesa je pečlivě vyleštěn. Nástroj tak získal i na zajímavosti, ale důvody jsou hlubší – takové provedení totiž zvyšuje bezpečnost a spolehlivost odvodu třísky a pohybu nástroje ve vznikajícím otvoru. Vlnitý reliéf totiž snižuje tření mezi třískou a drážkou nástroje, respektive mezi jeho obvodem a povrchem otvoru. Leštěný povrch také snižuje koeficient tření, a navíc umožňuje vynechat při výrobě fázi povlakování tělesa niklem, což jednak zkracuje výrobní cyklus a také snižuje zdravotní rizika při používání, neboť alergické reakce lidského organismu právě na nikl jsou poměrně časté. Kombinaci zlepšení vlastní stability nástroje a současně odvodu třísek jsou podřízeny i další úpravy, které již tak zjevné nejsou. Jedná se například o tvar drážek v radiálním i axiálním směru, včetně sklonu šroubovice, polohu a provedení lůžek pro břitové destičky, povrchové kalení celé čelní části vrtáku či strojně odhrotované hrany na celém tělese nástroje. Detaily jistě osloví nadšence z oboru konstrukce obráběcích nástrojů, avšak pro běžného uživatele a správného hospodáře ve výrobním provozu vlastně důležité nejsou. Jde o to, aby nástroj správně a spolehlivě fungoval a v konečném efektu produkoval takové otvory, pro něž byl pořízen. V tomto ohledu je inovovaný destičkový vrták Seco Perfomax velmi výhodný i v tom, že možnost jeho osazení různými břitovými destičkami z moderní ucelené řady produktů (včetně provedení Duratomic) a pro obrábění prakticky všech typů zpracovávaných materiálů (např. nový program DS pro vrtání v titanu a superslitinách), umožňuje promítnout jeho unikátní vlastnosti do téměř všech relevantních vrtacích aplikací, které výroba vyžaduje. Výsledky nasazení nových řezných materiálů a geometrií pro břitové destičky Perfomax ukazuje následující případ vrtání otvorů průměru 42 mm do hloubky 24 mm v tělese ventilu z materiálu 1.4404 (austenitická nerezová ocel 316L).
 Při stejných parametrech vrtání – řezná rychlost 178 m/min a posuv 0,1 mm/ot – zaznamenala nová kombinace obvodové destičky DS2050–MP a středové DS4050–MC oproti původní T250D–P1/T400D–C1 zvýšení trvanlivosti břitů o 25 % a navíc se, díky ostřejší geometrii destiček, snížil o 5 % příkon potřebný k provedení vrtací operace, přičemž právě limit příkonu představoval u této aplikace kritérium životnosti nástroje. Možnost přizpůsobení vlastností nástroje pomocí změny břitových destiček se tak příznivě odráží v ekonomice obrábění – jak ve snížení nákladů na nástroj, tak i v úspoře energie.
Při stejných parametrech vrtání – řezná rychlost 178 m/min a posuv 0,1 mm/ot – zaznamenala nová kombinace obvodové destičky DS2050–MP a středové DS4050–MC oproti původní T250D–P1/T400D–C1 zvýšení trvanlivosti břitů o 25 % a navíc se, díky ostřejší geometrii destiček, snížil o 5 % příkon potřebný k provedení vrtací operace, přičemž právě limit příkonu představoval u této aplikace kritérium životnosti nástroje. Možnost přizpůsobení vlastností nástroje pomocí změny břitových destiček se tak příznivě odráží v ekonomice obrábění – jak ve snížení nákladů na nástroj, tak i v úspoře energie.
Monolitní karbidový vrták Seco Feedmax –P
Druhým nástrojem je monolitní karbidový vrták s označením Feedmax –P.
Zde je situace zcela odlišná v tom, že jeho vlastnosti nelze podle potřeby měnit (změna geometrie nebo řezného materiálu břitů pomocí jiných břitových destiček jako u předešlého typu), a to jak z pohledu výrobce, tak i uživatele. Snahou Seco bylo uvést na trh nástroj, který bude mít velmi vysokou výkonnost a spolehlivost v oblasti materiálů skupiny ISO‑P, konkrétně zejména středně- a vysokolegovaných ocelí. Konstrukční vlastnosti nástroje jsou tedy zaměřeny na dosažení co nejvyšší produktivity při vrtání v těchto materiálech. Prostředkem k tomu je spolehlivý provoz při vysokých řezných rychlostech. Je tedy na místě použití takových prvků, jako jsou optimalizovaná řezná geometrie, úzké vodicí fazetky, větší zpětný kužel, tvar průřezu jádra a průběhu drážek pro odvod třísek, optimalizované kanálky pro vnitřní chlazení a povlakování s vysokou odolností vůči teplotě a otěru v kombinaci s nízkým koeficientem tření. Všechny tyto vlastnosti směřují k tomu, aby bylo možné nástroje v uvedených materiálech za vysokých řezných rychlostí bezpečně provozovat. Věc se zdařila natolik, že v současné době je při porovnání doporučených parametrů pro vrtání v těchto typech materiálů u všech nástrojů na trhu vrták Seco Feedmax –P tím nejrychlejším. Podívejte se na video „Závod na 50 otvorů“ pomocí QR kódu v rámci tohoto článku. Vysoká výkonnost pro určité aplikace je však na druhou stranu pro uživatele limitem pro univerzální využití v materiálech ostatních. Proto nabízí Seco kompletní řadu monolitních karbidových vrtáků Universal, které se standardní výkonností umožní vrtat v celém spektru obráběných materiálů.

Na závěr se vraťme ještě jednou k zpět nadpisu. Uvědomíme‑li si všechny skutečnosti v článku uvedené, je zřejmé, že cesta „od otvoru k vrtáku“ je více než opodstatněná. Vždyť naší snahou je zhotovit všechny otvory v požadované kvalitě, včas a v rámci rozumně plánovaných nákladů. To může zajistit pouze zodpovědně zvolený nástroj, provozovaný za správných pracovních parametrů a ve vhodném prostředí a také v materiálu, pro který je určen. Pak se můžete plně soustředit na výsledek a využít všech technických fines, které do konstrukce nástrojů jeho výrobce promítl.
Vývoj nástrojů reaguje na stále vyšší diverzifikaci požadavků na obráběcí aplikace, a proto jsou i jejich vlastnosti stále specifičtější. Cenou za to však je omezení všestrannosti jejich využití. Rozhodněte se tedy sami, co je pro vás při obrábění v aktuální situaci i dlouhodobém výhledu prioritou a jaké jsou vaše možnosti. Pouze tak bude mít vaše investice do „koupě otvoru“ správnou návratnost. Je tedy vaše situace zralá pro využití nejmodernějších vrtáků Seco Perfomax či Feedmax –P? Pak je neváhejte nasadit! A pokud ne? Použijte nástroje Seco Universal. Otvor vám napoví, jaký vrták bude nejlepší…
Jan Matějíček, Seco Tools CZ s. r. o.
Po 5 183 ks

Po 7 619 ks
Po 10 900 ks

Po 8 537 ks
Možnosti vysoce produktivního vrtání s nástrojem Feedmax –P výstižně demonstruje následující případ obrábění výkovku cylindru z cementační oceli 16MnCr5 (1.7131) ve výrobním provozu společnosti, která v České republice produkuje součásti pro automobilový průmysl.
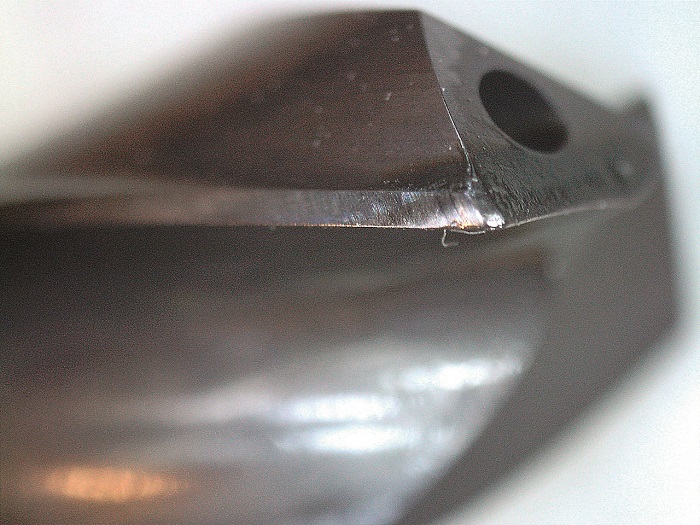
V tomto dílci bylo třeba vyvrtat precizní slepý otvor o průměru 6,1 mm a hloubky 34 mm, a to na vertikálním soustruhu s možností vnitřního chlazení olejem. Původní nástroj pracoval při řezné rychlosti 97 m/min a posuvu 0,09 mm/ot. U vrtáku Feedmax -P byla použita řezná rychlost 120 m/min (v daném případě 6 260 ot/min), což bylo maximum, které umožnil stroj v bezpečném a dlouhodobém provozu. Rychlost posuvu byla zvýšena na 0,2 mm/ot a oproti původním hodnotám tedy vzrostla produktivita vrtání o přibližně 50 %. Navíc bylo dosaženo i nárůstu trvanlivosti ostří, a tedy prodloužení životnosti nástroje z původních 5 000 ks na více než dvojnásobek, tj. přes 10 000 ks. Kritériem opotřebení přitom byla velikost otěru na hřbetech břitů, jenž od určité hodnoty způsoboval špatnou kolmost, souosost a kruhovitost vrtaného otvoru po celé jeho délce.
Vrták Feedmax –P také signalizuje vyšší bezpečnost operace v důsledku pravidelnějšího rozložení opotřebení po celé délce břitů. Jak vidno, nový vrták Feedmax –P může zajistit zvýšení výkonnosti vrtacích operací hned v několika ohledech – produktivitě, trvanlivosti i bezpečnosti – současně.
Seco Tools CZ, s. r. o.
Olomoucká 178a
627 00 Brno
Tel: +420 530 500 811
Fax:+420 530 500 810
seco.cz@secotools.com
www.secotools.com/cz
Mohlo by se Vám líbit

Milan Rajtár je novým šéfem největšího českého výrobního závodu Innomotics v Mohelnici
- Práce
-
17. dubna 2025
Společnost Innomotics vyvíjí a vyrábí ucelené portfolio nízkonapěťových a vysokonapěťových motorů, generátorů, převodových motorů, měničů pro střední napětí a vřeten. V České republice má téměř 4000 […]

Společnost Sandvik Coromant představila břitové destičky CoroCut® 2 s geometrií -RF pro vysoce přesné a bezpečné tvarové obrábění
- Obrábění
-
17. dubna 2025
Kromě toho do své nabídky zařadila také nástrojovou třídu GC1205 umožňující dosažení vynikajících výsledků při upichování a zapichování v žárovzdorných slitinách (HRSA) ve vystárnutém stavu […]
Tým japonských vědců vyvinul nový typ plastu, který se zcela rozpouští v mořské vodě
- Plasty
-
15. dubna 2025
Pouze asi 9 % plastů na celém světě je skutečně recyklováno. Zbytek končí na skládce, ve spalovnách nebo v přírodě. Velká část plastů doputuje také do […]