09. září 2018 14:27
Additive Manufacturing 3D tisk z kovových prášků
Čas od času se v průmyslu objeví nové technologie, které od základů změní celé odvětví. Takové technologie ovlivní dosavadní praxi a umožní vyrábět existující produkty rychleji, levněji nebo přesněji. Ale opravdu revoluční technologie přinášejí takovou změnu, aby konstruktéři mohli namísto stávajících dílů navrhovat součástky zcela odlišné od těch předchozích.
Inzerce

Takovou změnou byl v minulosti nástup CNC obráběcích strojů, zavádění CAD/CAM systémů, rozvoj souřadnicových měřicích strojů a také nasazení laserů. Nejnovějším trendem ve strojírenské výrobě jsou technologie Additive Manufacturing. Additive Manufacturing je obrácený proces oproti třískovému obrábění. V průběhu obrábění se vrstvy materiálu odebírají, zatímco technologie Additive Manufacturing materiál vrstvu po vrstvě přidávají.

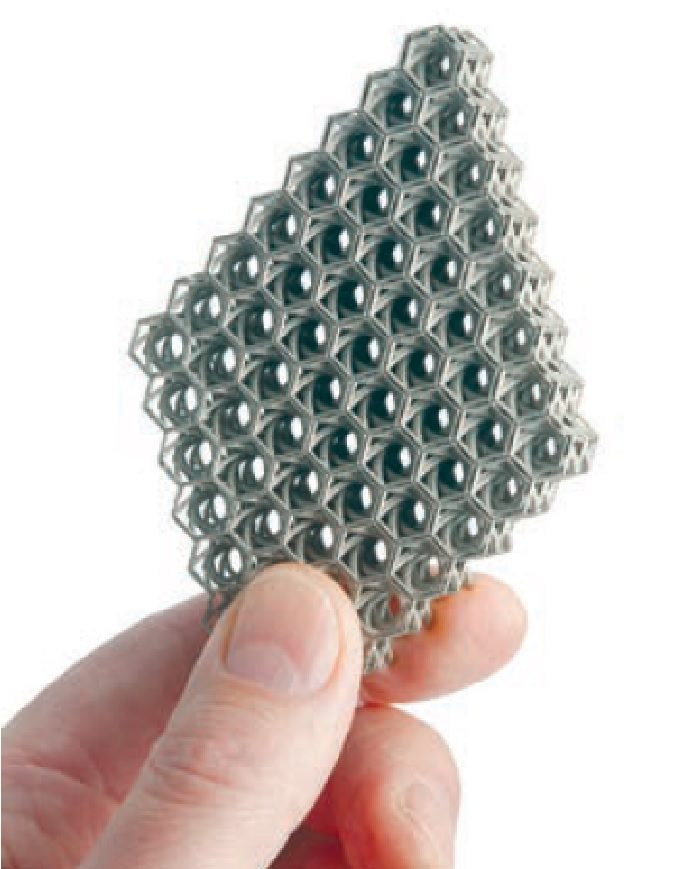
Základem všeho je kovový prášek a výkonný laser. Energie laserového paprsku lokálně nataví tenkou vrstvu kovového prášku, který se postupně vrstvu za vrstvou spojí do pevné a homogenní 3D struktury. Model součásti z CAD aplikace je třeba nejprve virtuálně rozřezat na jednotlivé vrstvy. Posuvná lamela rozprostře na pracovním stolku stroje tenkou vrstvu kovového prášku o tloušťce 20 až 100 mikronů. Energie laserového paprsku 2D řez lokálně nataví a kovový prášek se spojí do pevné a homogenní 2D struktury. Následuje nová vrstva prášku a natavení další vrstvy, která se spojí s vrstvami předchozími. Celá operace se opakuje tak dlouho, dokud není vystavěn celý požadovaný 3D díl.

Tavení práškového kovu probíhá v ochranné atmosféře. Kvalita materiálu výsledného dílce těsně souvisí s obsahem kyslíku v pracovním prostoru stroje. Pro dosažení homogenní struktury je třeba eliminovat kyslík z pracovní komory. Stroj AM250 společnosti Renishaw proto nejprve vyčerpá vzduch z pracovního prostoru a do vzniklého vakua doplní ochranný plyn argon. Čistota pracovní atmosféry je udržována na úrovni 0,1 % objemového množství kyslíku (1000 ppm) a pro zpracování titanu dokonce na úrovni 0,01 % (100 ppm). Díky tomu se dosahuje vysoce homogenní struktury výsledného dílu bez porozity.

První uživatelé technologií Addtive Manufacturing z oblasti medicínských aplikacích v ortopedii a zubním lékařství vysoce oceňují možnosti výroby komplexních struktur a složitých tvarů z velmi těžkoobrobitelných materiálů, jako je titan nebo dentální chromkobaltové slitiny. Avšak k dispozici jsou i další materiály, například hliník, nerezová ocel nebo těžkoobrobitelné ocelové slitiny. Additive manufacturing pravděpodobně nenahradí třískové obrábění, může ho však doplňovat coby výrobní technologie integrující v budoucnu také tepelné zpracování a povrchové úpravy. Již dnes však může nabídnout podstatné zkrácení výrobního času, snížení nákladů na nástroje a úsporu materiálu.

Mohlo by se Vám líbit

Síla evoluce: ICONICS se mění na Mitsubishi Electric Iconics Digital Solutions
- Digitalizace
-
19. dubna 2025
Společnost ICONICS oznamuje oficiální změnu názvu na Mitsubishi Electric Iconics Digital Solutions (MEIDS), což představuje významný krok v jejím vývoji. Společnost MEIDS, s podporou společnosti […]

Milan Rajtár je novým šéfem největšího českého výrobního závodu Innomotics v Mohelnici
- Práce
-
17. dubna 2025
Společnost Innomotics vyvíjí a vyrábí ucelené portfolio nízkonapěťových a vysokonapěťových motorů, generátorů, převodových motorů, měničů pro střední napětí a vřeten. V České republice má téměř 4000 […]

Společnost Sandvik Coromant představila břitové destičky CoroCut® 2 s geometrií -RF pro vysoce přesné a bezpečné tvarové obrábění
- Obrábění
-
17. dubna 2025
Kromě toho do své nabídky zařadila také nástrojovou třídu GC1205 umožňující dosažení vynikajících výsledků při upichování a zapichování v žárovzdorných slitinách (HRSA) ve vystárnutém stavu […]