
19. července 2019 07:40
Brusná technologie Okamoto: Vnitřní broušení rychlostí sprintu – bezpečný a přesný proces
Pokrokové koncepce strojů pro vyšší produktivitu
Pro vynikající výsledky při vnitřním broušení je nutná zvláštní porce zkušeností obsluhy stroje v kombinaci s inovativní brusnou technologií. O výchovu mladých kompetentních odborných pracovníků se musí starat samotný výrobce přesných dílů – pokrokovou technologii vnitřního broušení přitom získá od výrobce brusek Okamoto.

Inzerce

Příkladem jsou brusky pro broušení vnitřních válcových ploch IGM 15 NC III, popř. NCIII-2. Tyto dvě koncepce stroje s inovativními vnitřními komponenty a nejmodernější technologií řízení zajišťují širokou škálu použití a splňují přísné nároky průmyslu na přesnost a hospodárnost. Broušení vnitřních válcových ploch, resp. zapichovací a podélné broušení, se v různých aplikacích vyznačují vysokým radiálním opotřebením a nízkými objemy odběru materiálu. Často mohou jen nízké řezné parametry redukovat teplo z obrábění, zabránit poškození brusného kotouče nebo obrobku a umožnit, aby byly třísky v bezpečném procesu odváděny z kontaktní zóny.
Kamil Guttmann (distribuce u firmy Okamoto) říká: „Naše řada brusek pro broušení vnitřních válcových ploch IGM 15 NC III je díky svým konstrukčním přednostem dimenzovaná pro dostatečný výkon do hloubky broušení 150 mm, a přitom splňuje přísné nároky průmyslu na přesnost a hospodárnost.“
Robustní, přesné, rychlé
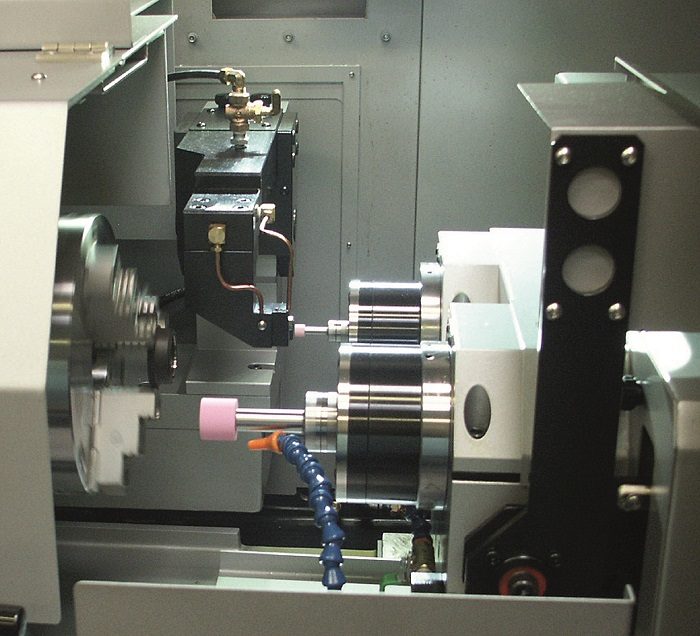
S maximálně robustně koncipovanými bruskami pro broušení vnitřních válcových ploch IGM 15 NC III jako stroji CNC s jedním (Æ 6 až 150 mm) nebo IGM 15 NC III-2 s dvěma vřeteny (do Æ 100 mm) sází brusič na mimořádně stabilní systém, s kterým i při vnitřním broušení může díky vysokofrekvenčním vřetenům dosahovat v rozsahu otáček od 10 000 do 60 000 min-1 velice vysokých rychlostí obrábění.
Dialogový software se snadnou obsluhou má v případě brusky pro broušení vnitřních válcových ploch IGM15 NC III navíc rozšířenou klávesnici pro programování ISO. Díky tomu se bruska hodí k broušení kuželů a kontur při interpolovaném ovládání dvou os. Nejlepší parametry broušení a orovnávání určuje software. Lze generovat dokonce i profilové tvary. Pro nejvyšší přesnost opakování je chlazené vřeteno s valivým uložením pro příčný pohyb standardně teplotně stabilizované. O vysokou přesnost se dále starají AC hnací servomotory brusných kotoučů a vřeten. Pro obrábění kuželovitých obrobků a rádiů v pouhém jednom seřizovacím procesu je verze CNC IGM NC III-2 vybavena dvěma paralelními brousicími vřeteny uspořádanými na společných saních.
Podle aplikace přizpůsobuje firma Okamoto své stroje příslušným specifickým požadavkům zákazníků, resp. průběhu výroby. K tomu patří také průběžná automatizace, například robotická technika pro vkládání a vyjímání a pro osazování palet, ale také automatizace upínacích prostředků nebo přísunu palet. I při složitých procesech broušení jsou tak možné směny bez obsluhy.
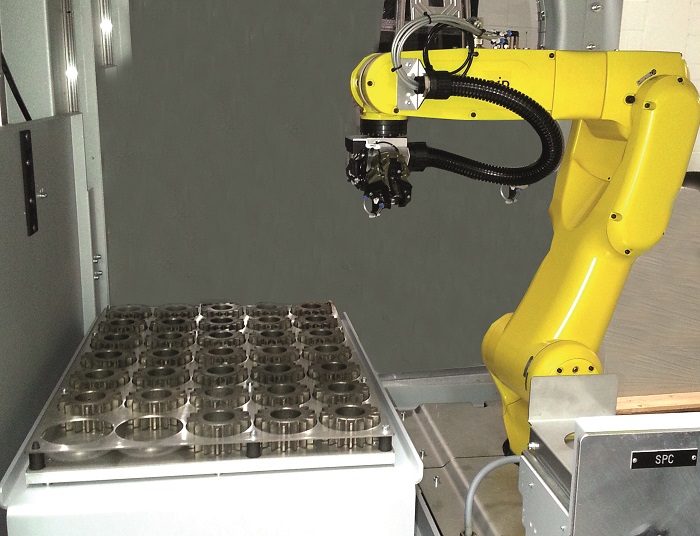
Kamil Guttmann dodává: „Výkonnost brusek pro broušení vnitřních válcových ploch IGM NC III lze dále zvyšovat díky vysokému stupni možností automatizace. Díky tomu odpadají namáhavé manuální procesy vkládání a vyjímání, změny upnutí a dlouhé přípravné časy. V konečném důsledku se zvýší produktivita procesu a tím se sníží náklady na kus.“
Mohlo by se Vám líbit

Síla evoluce: ICONICS se mění na Mitsubishi Electric Iconics Digital Solutions
- Digitalizace
-
19. dubna 2025
Společnost ICONICS oznamuje oficiální změnu názvu na Mitsubishi Electric Iconics Digital Solutions (MEIDS), což představuje významný krok v jejím vývoji. Společnost MEIDS, s podporou společnosti […]

Milan Rajtár je novým šéfem největšího českého výrobního závodu Innomotics v Mohelnici
- Práce
-
17. dubna 2025
Společnost Innomotics vyvíjí a vyrábí ucelené portfolio nízkonapěťových a vysokonapěťových motorů, generátorů, převodových motorů, měničů pro střední napětí a vřeten. V České republice má téměř 4000 […]

Společnost Sandvik Coromant představila břitové destičky CoroCut® 2 s geometrií -RF pro vysoce přesné a bezpečné tvarové obrábění
- Obrábění
-
17. dubna 2025
Kromě toho do své nabídky zařadila také nástrojovou třídu GC1205 umožňující dosažení vynikajících výsledků při upichování a zapichování v žárovzdorných slitinách (HRSA) ve vystárnutém stavu […]