
16. listopadu 2017 00:30
Nové dokonalejší jakosti karbidů
Významná kvalitativní vlastnost řezných nástrojů
V dnešní době se neustále zvyšuje podíl titanových dílů v konstrukci moderních letounů. Letecký průmysl je tak hlavním odvětvím s požadavky ke zvýšení výkonu řezných nástrojů při obrábění titanu a žárupevných slitin. V souladu s touto vysokou tržní poptávkou ISCAR zavádí některé nové karbidy, které se vyznačují vyšší produktivitou a životností při obrábění slitin titanu. Patří k nim běžné Ti6Al4V a tvrdší titanové slitiny, jako Ti-5Al-5 V-5Mo-3Cr (Ti 5-5-5-3), Ti-10 V-2Fe-3Al) a další superslitiny.
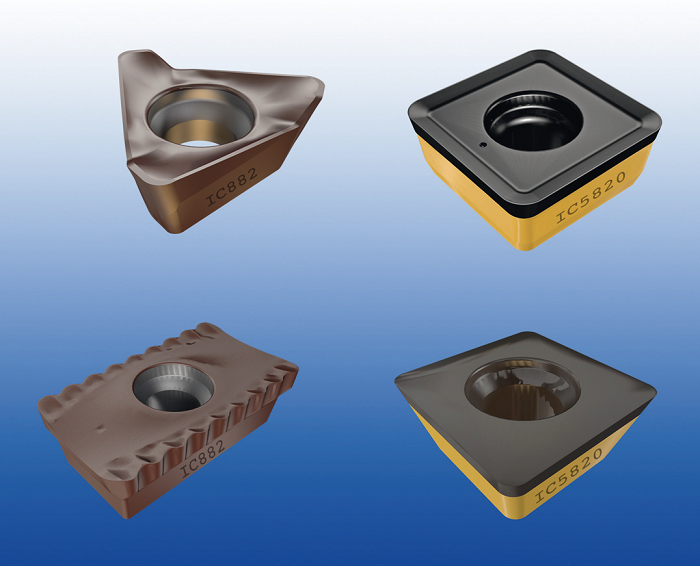
Příklady frézovacích destiček dodávaných v jakosti karbidu IC882
Nové výkonné karbidy pro obrábění titanu, nerez ocelí a vysokoteplotních slitin určené nejen pro letecký průmysl
Jakost karbidu IC882 (IC = Iscar Carbide) se vyznačuje obzvláště pevným a houževnatým substrátem. Lomová houževnatost (K1c) vyjadřující odolnost materiálu vůči šíření trhlin v podkladu je o 20 % vyšší ve srovnání s předchozími druhy karbidů. IC882 s novým složením karbidového substrátu, novým PVD tvrdým povlakem (AlTiN+TiN) a ošetřením post povlakovací metodou SUMO TEC® podstatně zlepšuje rázovou houževnatost, tvrdost za tepla, odolnost proti oxidaci a opotřebení na hřbetu. To vše přispívá k delší životnosti a spolehlivosti nástrojů. Úměrně vzrůstá množství odebraného materiálu za časovou jednotku a naopak se snižují náklady na výrobu.
Inzerce

Karbid IC882 je určen hlavně pro obrábění slitin titanu a žáruvzdorných ocelí. Navíc se může úspěšně používat při frézování i nerezové oceli a vysokoteplotních super slitin (HTSA) při středních až vysokých řezných rychlostech, a to i za nepříznivých podmínek obrábění nebo přerušovaném řezu. Aplikační rozsah IC 882 dle ISO třídy pro nerez oceli M25-M45 / pro super slitiny S20-S30.
Karbid IC5820 se skládá ze submikronového velmi tvrdého, karbidového substrátu v kombinaci s novou tvrdou vrstvou povlaku MT CVD Al2O3. Vyznačuje se vyšší tvrdostí než předchozí jakost IC882. Všeobecně zdokonalenou rázovou houževnatostí, vyšší tvrdostí za tepla, odolností proti oxidaci, vrubovému opotřebení a tvorbě nárůstků. To přispívá opět k delší životnosti nástrojů, spolehlivé a předvídatelné odolnosti opotřebení a odolnosti břitu proti vyštipování. Třída IC5820 umožňuje zvýšení řezné rychlosti, což má za následek vyšší míru odstraňování materiálu a snížení výrobních nákladů.
Rozsahy aplikací dle ISO třídy IC5820 jsou pro nerez oceli M20-M35 / pro super slitiny S15-S25. Při 20 až 30 % vyšších řezných rychlostech oproti stávajícím známým druhům karbidů, ale vyžaduje tato sorta výrazně vyšší tlak přesně orientovaného proudu chladicí kapaliny. Nejlepšího výkonu lze dosáhnout pomocí vysokotlakého chlazení (což může být v některých případech hůře splnitelná podmínka).
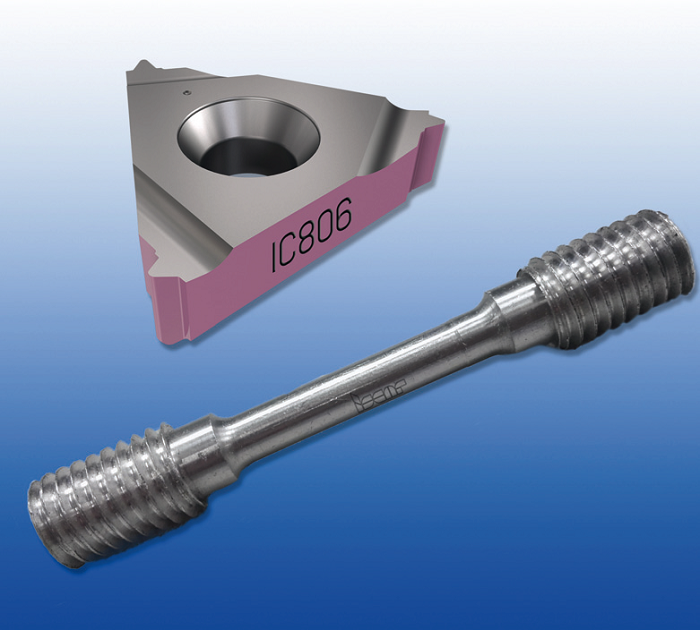
Karbid IC806 – Nová jakost karbidu pro výrobu závitů na dílech z Inconelu a vysokoteplotních slitin
Tímto ISCAR rozšiřuje také aplikační rozsah standardních závitovacích destiček. Po úspěšném zavedení a vysoké poptávce tohoto karbidu na destičkách pro ISO soustružení a zapichování v třídě jakosti IC806 zahájil ISCAR výrobu vnějších a vnitřních závitovacích destiček v profilu UNJ. Jsou určeny pro letecký průmysl pro obrábění vysokoteplotních slitin, jako je Inconel 718.
| ISO | Materiál | Stav | Tvrdost HB | Vc (m/min) |
| Vysokoteplotní slitiny Na bázi Ni nebo Cobaltu |
žíhaný | 250 | 50–80 | |
| s | tvrzený | 350 | 40–70 | |
| litý | 320 | 30–65 |
Doporučené řezné rychlosti pro jakost karbidu IC806
Jakost IC806 je složena ze submikronového substrátu s vynikajícími vlastnostmi, především odolností proti opotřebení umocněného post povlakovací metodou SUMO TEC PVD TiAlN. Dle ISO třídy je jeho tvrdost pro superslitiny S15-S25.
S vylepšenou houževnatostí, odolností proti opotřebení, vyštipování břitu poskytují tyto závitovací destičky spolehlivé a opakovatelné výsledky a až dvojnásobnou životnost než dosud používaná široko rozsahová jakost IC1007. Ta je určená především na obrábění slitinových a nerez ocelí IC1007 (P10-P30) (M05-M20) (K20-K40) (S05-S20) (H05-H15).
IC4 a IC804 – Nové jakosti karbidů pro soustružení slitin niklu a Inconelů s tvrdostí 40-50HRC
S cílem dále zvýšit svůj podíl na trhu nástrojů pro letecký průmysl a v průmyslových odvětvích, které používají vysokoteplotní slitiny, ISCAR uvedl na trh jakost IC804 a zároveň rozšiřuje výběr nepovlakovaných jakostí o typ IC4.

Pro oblast obrábění slitin na bázi niklu a Inconelů s tvrdostí 40–50 HRC nabízí ISCAR tuto novou sortu karbidu IC804. Ta je v základu dána tvrdým submikronovým substrátem IC4 a dále upravena PVD povlakem AlTiN a speciální povrchovou úpravou SUMO TEC. V provedení bez povlaku je samotná jakost IC4 určena pro obrábění titanových slitin a hliníkových slitin s vysokým obsahem křemíku. IC4 je ještě tvrdší než velmi známá nepovlakovaná jakost IC20 (K01-K05). Obě varianty IC4 a IC804 mají vysokou tvrdost a obzvláště vhodné jsou pro tvrdé slitiny na bázi niklu a slitin titanu.
Charakteristika IC804:
- vysoká tvrdost,
- vysoká odolnost proti vyštipování a otěru,
- spolehlivé a opakovatelné výsledky,
- pro obrábění super slitin niklové báze při stabilních podmínkách,
- tvrdost dle ISO S10-S20.
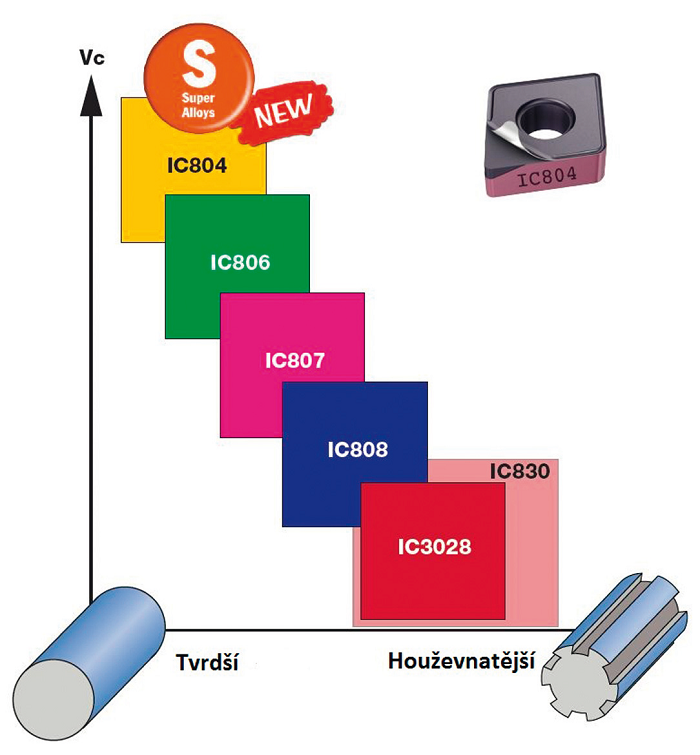
Srovnání tvrdosti a doporučených řezných rychlostí
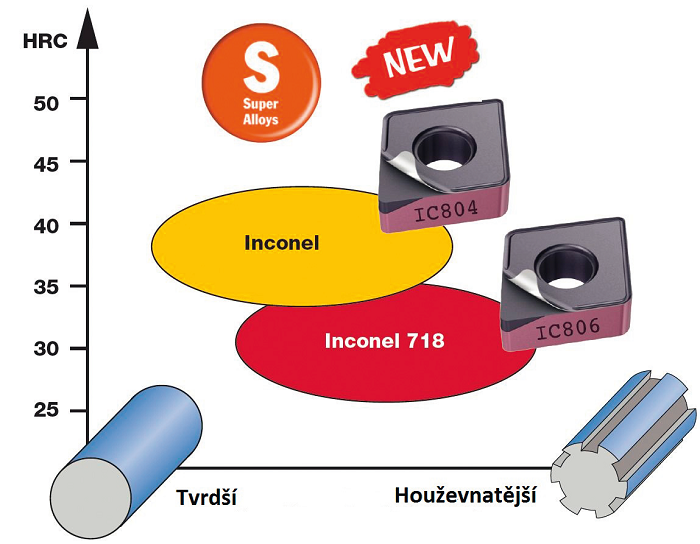
Aplikační rozsah IC806 a IC804
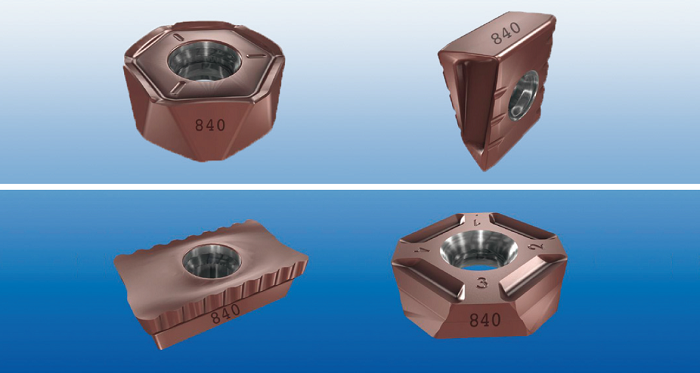
IC840 – pro frézování austenitických nerez ocelí a vysokoteplotních slitin
Jakostí karbidu IC840 se stává snadnější obrábění těžko obrobitelných materiálů, jako jsou některé austenitické nerezové oceli, feriticko-austenitické (duplexní) materiály, precipitačně tvrzené skupiny ocelí, také titanů a žárových slitin.
Vlastní substrát karbidu IC840 je charakterizován novým tvrdým složením TiSiN PVD povlakem.
Podklad je vysoce odolný vůči tepelným šokům a trhlinám. Povlak má vysokou odolnost proti oxidaci a velmi dobrou přilnavost.
Dle ISO normy je tvrdost IC840 pro nerez oceli M20-M35 a superslitiny S15-S25. Během prováděných testů při obrábění různých materiálů se prokázala vysoká spolehlivost při obrábění vysokoteplotních slitin. Pro nerez oceli se doporučují řezné rychlosti v rozsahu 90–150 m/min a pro vysokoteplotní slitiny a slitiny titanu rychlosti v rozsahu 30–60 m/min.
V oblasti alchymie poměrů míchaní substrátů karbidů a jejich povlakování, zdaleka jistě nebylo řečeno a objeveno vše. Patrně tudy se bude více ubírat vývoj nástrojů v závislosti na vývoji samotných materiálů obrobků. Protože se samotnou kombinací geometrie břitu vystačit zdaleka nejde. A podstatné zákonitosti již byly dány.
![]() ISCAR ČR s. r. o.
ISCAR ČR s. r. o.
Mánesova 2903/73, 301 00 Plzeň
Tel.: +420 377 420 625
Mob.: +420 606 642 333
iscar@iscar.cz
www.iscar.cz
Mohlo by se Vám líbit

Milan Rajtár je novým šéfem největšího českého výrobního závodu Innomotics v Mohelnici
- Práce
-
17. dubna 2025
Společnost Innomotics vyvíjí a vyrábí ucelené portfolio nízkonapěťových a vysokonapěťových motorů, generátorů, převodových motorů, měničů pro střední napětí a vřeten. V České republice má téměř 4000 […]

Společnost Sandvik Coromant představila břitové destičky CoroCut® 2 s geometrií -RF pro vysoce přesné a bezpečné tvarové obrábění
- Obrábění
-
17. dubna 2025
Kromě toho do své nabídky zařadila také nástrojovou třídu GC1205 umožňující dosažení vynikajících výsledků při upichování a zapichování v žárovzdorných slitinách (HRSA) ve vystárnutém stavu […]
Tým japonských vědců vyvinul nový typ plastu, který se zcela rozpouští v mořské vodě
- Plasty
-
15. dubna 2025
Pouze asi 9 % plastů na celém světě je skutečně recyklováno. Zbytek končí na skládce, ve spalovnách nebo v přírodě. Velká část plastů doputuje také do […]