
15. října 2024 00:05
Grumant: Novinky od firmy Grumant (2. část)
V posledních několika týdnech se doslova roztrhl pytel s novými nástroji, které firma Grumant, s. r. o., přináší na český trh. Po velikém úspěchu vysoce produktivních vrtáků HPD (High Performance Drill), které jsou dodávány v monolitním provedení do průměru 32 mm a umožňují produktivně vrtat i na strojích s nižší tuhostí, stabilitou a nižšími otáčkami, firma YG-1 usilovně hledala cesty, jak produktivně vrtat i větší průměry.
Výsledkem jsou kopinaté vrtáky s vyměnitelnou špičkou, označované „Spade Drill“, určené pro vrtání otvorů od průměru 13,0 mm do 114,0 mm. Obrovskou výhodou je, že tyto vrtáky vykazují 3 až 5× vyšší produktivitu a trvanlivost v porovnání s konvenčními vrtáky z rychlořezných ocelí. Tento rozdíl je způsoben především použitím řezných materiálů nové generace (Super HSS a Premium HSS).
Inzerce


VBD z nových materiálů Premium HSS a Super HSS
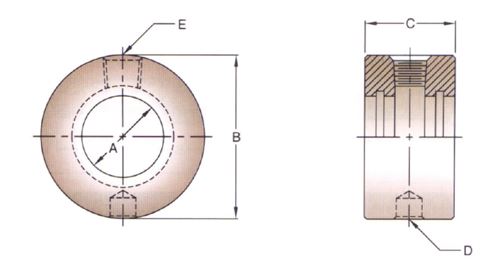
Přídavný nákružek pro vrtáky Spade Drill umožňující vnitřní chlazení
Nejvíce o této skutečnosti svědčí slova našeho spokojeného zákazníka pana Šlotíře z firmy Studio R, která zazněla po jeho prvním seznámení s HPD vrtáky: „Vrtají ocel jako dřevo.“
Další velkou výhodu přináší samotná konstrukce vrtáků. Zejména fakt, že i tělesa se stopkou Morse mají kanálky pro vnitřní chlazení, znamená, že tento vrták má mnohem lepší vlastnosti ve srovnání s konvenčními vrtáky se stopkou Morse. Přívod procesní kapaliny pro vrtáky se stopkou Morse umožňuje přídavný nákružek (viz obrázek).

Vzorek otvoru po vrtáku Spade Drill (materiál – nitridační ocel)

Stopková a nástrčná závitovací fréza se spirálovými VBD (největší průměr otvoru do 63 mm)
Vrtáky se na český trh dodávají jak se stopkou Morse, tak i v provedení Weldon a to v několika délkových provedeních. Pečlivě provedené testy ukázaly, že tyto vrtáky při zachování velmi vysokého výkonu, dobré kvality povrchu vrtaného otvoru a vynikající trvanlivosti mají velmi výhodné ekonomické vlastnosti ve smyslu celkové ekonomiky obrábění.
Velmi významnou novinkou od firmy YG-1 jsou frézy, které jsou na trh dodávány pod označením „X5070-Power“. Již označení napovídá, že tyto frézy jsou určeny pro obrábění materiálů s tvrdostí od 50 do 70 HRC. Při jejich konstrukci a výrobě byly využity nejmodernější technologie, které znamenají velký krok vpřed a dalším výrobcům nasadily „laťku velmi vysoko“. Samotná velikost zrna karbidické fáze (0,2 µm) a nový povlak na bázi TiAlN, speciálně vyvinutý pro extrémní tepelnou odolnost do 1200 °C, tyto frézy k výše zmíněným aplikacím přímo předurčuje. Blíže se o těchto frézách zmíníme v některém z dalších článků.
Dalším úspěšným přírůstkem na poli frézování je zajímavá série fréz se zkrácenou řeznou částí a rádiusy v rozích (frézy typu EM905, EM897, EM839). Všechny typy těchto nástrojů mají zúžení na průměru mezi řeznou částí a stopkou (krček) a díky své koncepci vykazují vysokou tuhost. Tyto jejich vlastnosti přinášejí velké zvýšení trvanlivosti a produktivity zároveň.
Hodně nových typů fréz najde náš zákazník v katalogu u fréz na drážky (typy fréz EM883 a EM886). Tento úspěšný a populární mininástroj pro specifické a velice náročné práce doznal velké rozšíření sortimentu. Frézy se na český trh dodávají v průměrech od 0,4 mm do 6 mm a rozsah délek je schopen uspokojit i toho nejnáročnějšího zákazníka.
Další novinkou v nabídce firmy YG-1 jsou nové perspektivní hrubovací frézy vyrobené metodou práškové metalurgie (powder metallurgy), určené zejména pro obrábění hliníku a slitin mědi (označení EP922 a EP924). Největší výhodou těchto nástrojů je, že za poměrně nízkou cenu přinášejí možnost výrazného zvýšení produktivity a trvanlivosti, což je způsobeno především možností zvýšení posuvů oproti běžným nástrojům z rychlořezných ocelí.
Většina z nás si teď klade otázku: Co umožnilo takové zvýšení produktivity oproti konvenčním nástrojům? Odpověď je opět trochu složitější, jelikož celkové vlastnosti těchto fréz jsou určeny zejména vlastnostmi základního materiálu, tepelným zpracováním, geometrií nástroje a použitým povlakem.
Obecně však lze říci, že nástroje z práškových ocelí mají velice pevnou řeznou hranu, která dobře odolává vylupování a vydrolování i při vysokých posuvech. Tento efekt výrazně přispívá k výraznému zvýšení trvanlivosti těchto nástrojů, trvanlivost fréz vyrobených z práškových ocelí je zhruba 2,5 až 5× vyšší než u konvenčních fréz z rychlořezných ocelí s vysokým obsahem kobaltu (8 %). Další novinkou jsou vysoce efektivní závitovací nástroje Mini Mill‑Thread a Spiral Mill‑Thread. Postupně se zmíníme o obou těchto novinkách.
Spiral Mill‑Thread (SMT)
Tyto nástroje byly vyvinuty s cílem co nejvyššího zvýšení produktivity závitování. Nový šroubovitý tvar vyměnitelných břitových destiček umožňuje stabilní obrábění při vysokých posuvech a snižuje tím čas obrábění. Frézy jsou určeny pro širokou škálu použití – od malých komponentů na malých obráběcích centrech až po těžké obrábění na vysoce výkonných strojích – a prozatím jsou vyráběny ve dvou provedeních. Prvním typem je stopková fréza s průměrem stopky 32 mm, vnějším průměrem 45 mm, osazená šesti VBD. Druhá fréza je nástrčná, s vnějším průměrem 63 mm, osazená devíti VBD.

Mini Mill-Thread (nejmenší průměr otvoru již od 1,55 mm)
Velkou výhodou těchto fréz je, že se při obrábění minimalizují vibrace, což v konečném důsledku znamená, že šetříme uložení vřetene a tím i celý stroj. Výsledná kvalita povrchu jak při hrubování, tak i dokončování je velice dobrá. Další obrovskou výhodou je, že do těles lze použít jak karbidové VBD, tak i VBD z vysoce výkonných rychlořezných ocelí, což oblast použitelnosti ještě dále rozšiřuje. Nový způsob upínání umožňuje snadnou, rychlou a přesnou výměnu destiček.

Nové stabilní frézy s „krčkem“
Mini Mill‑Thread (MMT)
Pod tímto názvem se skrývají speciálně vyvinuté monolitické závitové frézy ze slinutých karbidů, určené pro výrobu závitů ve velmi malých otvorech.
Unikátní tvar nástroje, přesná geometrie a vysoce kvalitní mikrozrnný karbid s multivrstvým povlakem TiAlN nabízí celou řadu výhod. Jednou z nich je, že lze vysokou řeznou rychlostí frézovat závity od rozměru M2 × 0,4 (průměr otvoru 1,6 mm). Konstrukce frézy umožňuje rovněž frézovat závity až do konce slepých otvorů a díky relativně krátké řezné části vzniká při frézování velmi nízký odpor. V následující tabulce naleznete srovnání těchto fréz oproti klasickým závitníkům.

Ing. V. Zakrepa
![]()

Frézy na žebrování

Hrubovací frézy na hliník ze spékaných ocelí
Mohlo by se Vám líbit

Společnost DigiKey uzavírá partnerství se společností SparkFun s cílem vybavit novou generaci inženýrů robotickou soupravou XRP
- Automatizace + Robotizace
-
02. dubna 2025
Společnost Digikey, přední světový komerční distributor nabízející největší výběr technických komponent a produktů automatizace skladem k okamžité expedici, dnes oznámila, že navázala spolupráci se společností […]

Precizní kontrola lesku a barevného odstínu na malých plochách od firmy BYK-Gardner GmbH
- Plasty
-
01. dubna 2025
Malý. Menší. spectro2go XS Ruční spektrofotometr pro měření malých dílů spectro2go je dostupný ruční spektrofotometr pro měření barevného odstínu z malých ploch. BYK LED technologie […]

Na český a slovenský trh přichází tři nová pětiosá obráběcí centra řady KF-5A od Hyundai Wia
- Obrábění
-
31. března 2025
Jihokorejský výrobce představil novou řadu pětiosých obráběcích center, která umožní rychlé, variabilní, a především zcela přesné obrábění se zaručenou tuhostí a vysokou produktivitou. Produktová série […]