
15. června 2024 10:27
Grumant: Produktivní nástroje pro vrtání
Efektivita je slovo, které se v dnešní době skloňuje snad v každé firmě. Ve strojírenství to znamená neutuchající úsilí při hledání nových technologií, postupů a v neposlední řadě produktivnějších nástrojů, které by snížily výrobní náklady. V široké nabídce, kterou jednotlivé firmy přinášejí na český trh, je velice těžké se orientovat, což často způsobuje velké problémy technologům, zásobovačům a dalším pracovníkům zapojeným do výroby.
Jelikož vrtání patří ve strojírenství k nejčastějším výrobním procesům, rádi bychom vás v tomto čísle seznámili s možnostmi, které přinášejí dnešní vrtací nástroje. Vrtáky lze obecně dělit podle řady kritérií, např. podle konstrukce, materiálu nástroje, rozměrové řady, počtu břitů, způsobu upínání, trvanlivosti, produktivity apod.
Inzerce

Vrtáky s vyměnitelnými břitovými destičkami
Moderním a ekonomickým řešením vrtání děr větších průměrů (cca od 12 mm) jsou vrtáky s vyměnitelnými břitovými destičkami. Podle konstrukce je lze rozdělit do dvou hlavních skupin: vrtáky s rovným čelem (vrcholový úhel 180°) a vrtáky s klasickým vrcholovým úhlem.


Magic drill
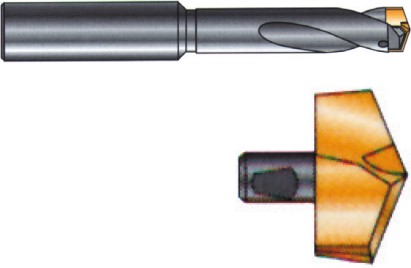
Vrták YTDI
Do první skupiny patří např. vrtáky od firmy Kyocera (na českém trhu zastoupené firmou Grumant) se dvěma řeznými destičkami. Výhodou těchto vrtáků je, že s nimi lze vrtat i do šikmých ploch bez nutnosti použití středicích vložek. Na druhé straně jsou tyto vrtáky limitovány nutností vnitřního chlazení a tím, že musejí vrtat do plného materiálu (nelze je použít pro vrtání např. předvrtaných nebo předlitých děr a svazků plechů). Vyměnitelné břitové destičky (dále jen VBD) jsou vyvíjeny s cílem co nejnižšího řezného odporu při vrtání a zajištění (spolu s konstrukcí tělesa) co nejklidnějšího, nejproduktivnějšího a nejpřesnějšího vrtání. Čím dál častěji se u těchto vrtáků setkáváme s VBD z mikrozrnného karbidu, který lze s úspěchem použít téměř pro obrábění všech typů materiálů. Důležitým faktorem při volbě vrtáků by měl být počet řezných hran jejich VBD. Např. VBD od firmy Kyocera (označení ZCMT) mají celkem čtyři použitelné řezné hrany.
Druhým typem jsou vrtáky s klasickým vrcholovým úhlem a jedním výměnným břitem ze slinutých karbidů. Na český trh dodává tento typ vrtáků několik výrobců. Tyto vrtáky se liší především z hlediska upínání, výměny VBD, rozměrů a samozřejmě i kvality.
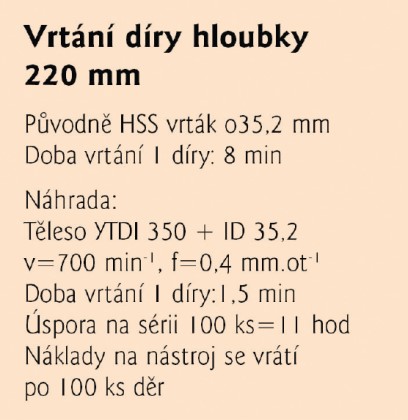
Jedním z výrobců vrtáků tohoto typu je i firma YesTool, která má ve své nabídce vrtáky (typ YTDI) o průměrech od 10 do 50 mm odstupňovaných po 0,1 mm, pro vrtané délky 3× D, 5× D a 7× D. Průměry vrtáků těles jsou odstupňovány po 0,5 mm, takže např. s tělesem o průměru 30 mm lze vrtat otvory o průměru 30 až 30,4 mm. Kvůli zvýšení produktivity a trvanlivosti jsou VBD většinou opatřeny povlaky na bázi TiN, TiCN nebo TiAlN. Zmíněný výrobce je navíc schopen zajistit specifickou geometrii břitu pro zadaný druh obráběného materiálu (korozivzdorné oceli, litiny, kalené oceli, slitiny Al apod.), a to i při kusových odběrech. V základní verzi se vrtáky vyrábí s kanálkem pro vnitřní chlazení a s válcovou stopkou nebo stopkou Morse. Velkou výhodou těchto vrtáků je, že VBD mohou být, díky systému upínání, vyměněny přímo na stroji a že tyto vrtáky mohou být použity i na strojích, které neumožňují vnitřní chlazení (samozřejmě při nižších řezných podmínkách). Jejich předností rovněž je, že vedle vrtání běžných otvorů lze tyto vrtáky použít i pro vrtání svazků plechů a předvrtaných nebo předlitých děr.
Monolitické vrtáky ze slinutých karbidů
Vrtání monolitickými vrtáky (s vnitřním chlazením i bez vnitřního chlazení) patří mezi nejproduktivnější a nejpřesnější způsoby vrtání otvorů. U větších průměrů se ovšem vzhledem k ceně stále častěji dává přednost vrtákům s VBD. Monolitické vrtáky lze rozdělit např. podle velikosti zrna použitého slinutého karbidu, vrtané délky, způsobu upínání, typu povlakování, způsobu chlazení (vnější, vnitřní), geometrie břitu atd.
Vrtáky ze slinutých karbidů (dále jen SK vrtáky) bez vnitřního chlazení jsou většinou vyráběny pro vrtané délky 3× D a 5× D. S delšími vrtáky se setkáváme spíše výjimečně, neboť u vrtáků bez vnitřního chlazení pro vrtání hlubších děr (více než 5× D) nastává problém s odvodem třísek.
SK vrtáky s vnitřním chlazením se většinou vyrábějí pro vrtané délky 3× D, 5× D a 8× D. Velkou nevýhodou je, že výše zmíněné vrtáky ze slinutého karbidu (monolitické i s VBD) se vzhledem ke svým vlastnostem bohužel nedají (nebo dají pouze s velkými potížemi) použít na starších strojích s nižší tuhostí. (Slinuté karbidy jsou tvrdé, ale zároveň křehké a na takovýchto strojích by mohlo docházet k vylamování a vyštipování břitu).
Vysokovýkonné vrtáky ze speciálních nástrojových ocelí
Vzhledem k výše zmíněným vlastnostem slinutých karbidů byla většina firem, které vlastní stroje s nižší tuhostí, nucena používat vrtáky z běžných rychlořezných ocelí (HSS) a to i za cenu nízké produktivity. V poslední době se však na trhu objevily vrtáky, ze speciálních rychlořezných ocelí označených HPD nebo HPD‑SUS, které se svou produktivitou blíží vrtákům ze slinutých karbidů a lze je bez problémů využívat na starších strojích s nižší tuhostí a na strojích s nižšími maximálními otáčkami. Vrtáky HPD a HPD‑SUS jsou na trh dodávány firmou YG-1 (na českém trhu zastoupenou firmou Grumant).
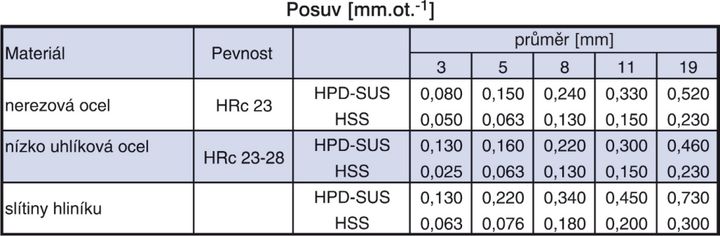
Porovnání posuvu vrtáků HPD-SUS a vrtáků HSS
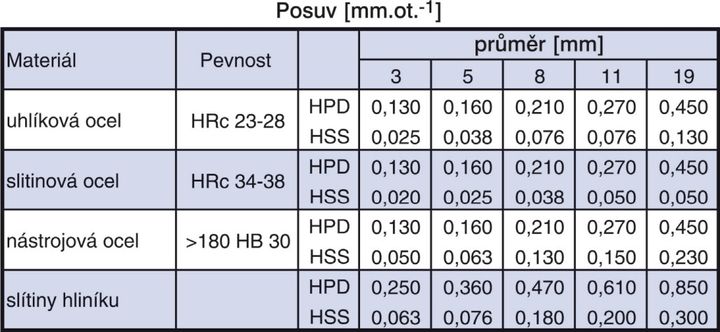
Porovnání posuvu vrtáků HPD a vrtáků HSS
Vrtáky označené HPD‑SUS (High Performance Drill for Steinless Steel) mají vysoký obsah vanadu a svou geometrií a povlakem TiN jsou předurčeny pro vrtání korozivzdorných ocelí, měkkých ocelí a dalších, jim podobných materiálů. Na český trh jsou dodávány v průměrech od 2 do 20 mm, pro vrtané délky 3× D a 5× D. Řezné podmínky těchto vrtáků jsou výrazně odlišné od karbidových (nižší otáčky, vyšší posuv).

Vrták HPD-SUS
Vrtáky označené HPD (High Performance Drill) jsou na bázi HSS Co se speciální geometrií a povlakem TiN, který umožňuje produktivně vrtat do materiálů s pevností do 1100 N.mm-2, jako jsou např. nástrojové oceli, slitinové oceli, litiny, hliník a jeho slitiny, Inconel a Nimonic. Řezné podmínky se opět výrazně liší od vrtáků ze slinutých karbidů (nižší otáčky, vyšší posuv). Firma YG-1 dodává tyto vrtáky na trh ve dvou provedeních, s válcovou stopkou v průměrech od 2 do 20 mm (3× D, 5× D) a se stopkou Morse v průměrech od 13 do 32 mm (5× D).
Asi největší novinkou v oblasti vrtáků nástrojů pro vrtání na strojích s nižší tuhostí jsou vrtáky z práškové oceli, které mají podobné vlastnosti jako vrtáky HPD a jejichž produktivita a životnost trvanlivost se blíží vrtákům ze SK.
Ing. Jan Binder
www.grumant.cz
![]()
Mohlo by se Vám líbit

Společnost DigiKey uzavírá partnerství se společností SparkFun s cílem vybavit novou generaci inženýrů robotickou soupravou XRP
- Automatizace + Robotizace
-
02. dubna 2025
Společnost Digikey, přední světový komerční distributor nabízející největší výběr technických komponent a produktů automatizace skladem k okamžité expedici, dnes oznámila, že navázala spolupráci se společností […]

Precizní kontrola lesku a barevného odstínu na malých plochách od firmy BYK-Gardner GmbH
- Plasty
-
01. dubna 2025
Malý. Menší. spectro2go XS Ruční spektrofotometr pro měření malých dílů spectro2go je dostupný ruční spektrofotometr pro měření barevného odstínu z malých ploch. BYK LED technologie […]

Na český a slovenský trh přichází tři nová pětiosá obráběcí centra řady KF-5A od Hyundai Wia
- Obrábění
-
31. března 2025
Jihokorejský výrobce představil novou řadu pětiosých obráběcích center, která umožní rychlé, variabilní, a především zcela přesné obrábění se zaručenou tuhostí a vysokou produktivitou. Produktová série […]