
21. listopadu 2016 00:19
Mít sondu nestačí
Výrobní společnosti stojí často na křižovatce a musí si vybrat: vyrábět co nejlevněji, vyrábět co nejrychleji, vyrábět co nejpřesněji.
Tři kritéria uvedená v podtitulu se na první pohled vzájemně vylučují. Při bližším rozboru můžeme zjistit, že jejich splnění je možné. Za určitých podmínek.
Inzerce

Z obráběcího stroje je třeba dostat v nejkratším možném čase 100 % dílců, jejichž rozměry budou odpovídat tolerancím uvedeným na výkrese. Mnoho obráběcích strojů je vybaveno měřicími sondami pro ustavení a kontrolu obrobku nebo pro seřízení a kontrolu nástroje.
Technolog, CNC programátor dokáže pomocí těchto nástrojů radikálně omezit vliv ručního ustavování, vliv nepřesného upnutí obrobku nebo třeba vliv únavy pracovníka obsluhujícího stroj. Sonda je však jen jedním z nástrojů k možnému splnění požadovaných kritérií z podtitulu.
Společnost Renishaw má velké zkušenosti s vlastní výrobou a díky propojenosti a synergickým efektům svých produktů pracuje s konceptem nazvaným Pyramida produktivní výroby.
Tento koncept názorně vysvětluje, jak dosahovat co nejvyšší efektivity ve výrobě. Celý cyklus můžeme rozdělit do čtyř fází:
- údržba stavu stroje,
- příprava výroby,
- obrábění,
- měrové středisko.

Na konci každé výroby je očekávaný výsledek, ZISK!
ÚDRŽBA – seřízení stroje
Už jste někdy slyšeli o tom, že se parašutistovi neotevřel padák, a on přesto jako zázrakem přežil?
Chyba se většinou stane hned na začátku. Pokud si parašutista spávně nepřipraví prostředek pro úspěšný seskok, na šťastný konec se rozhodně nemůže vždy spolehnout.
Stejně tak je to i s výrobou. Na nepřesném stroji nelze přesně vyrábět. Nejdůležitější je příprava a seřízení stroje. Geometrickou přesnost tříosého obráběcího stroje ovlivňuje až 21 geometrických chyb. V případě pětiosého stroje se počet těchto potenciálních zdrojů nepřesností zvyšuje až na hodnotu 36.

Ballbar QC20
Všechny tyto chyby dosahují hodnot v řádu mikrometrů. Každá z nich však má nepříznivý vliv a celkovou přesnost polohování stroje a na tvarovou a rozměrovou přesnost obrobků.
Výsledkem je produkce rozměrově nepřesných dílců, nestabilita výrobního procesu, tvarové odchylky obráběných prvků na dílci nebo nekvalitní povrch obrobku. Tyto chyby lze s použitím vhodného diagnostického nástroje zjistit.
Jedním z takových diagnostických nástrojů je měřicí system Ballbar QC20. Použití přístroje je rychlé a jednoduché. Naměřená data se analyzují v souladu s platnými normami, například ISO230-4. Unikátní algoritmy z naměřených hodnot vyhodnotí 15 geometrických chyb, zobrazí jejich průběh a hodnoty. Díky Ballbaru můžete pravidelně kontrolovat technický stav svého stroje a plánovat případné opravy. V případě kolize pak můžete rychle rozhodnout, zda je možné pokračovat v produkci nebo volat servis.
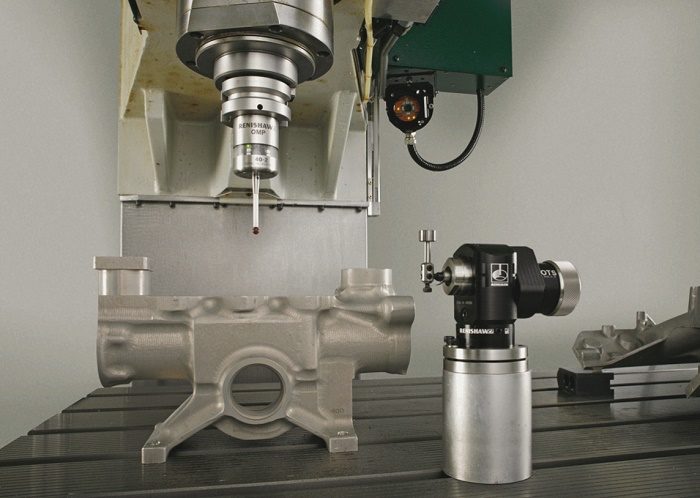
PŘÍPRAVA VÝROBY – ustavení obrobku a seřízení nástroje
Pokud jste firma, která vyrábí velké množství dílců vyžadujících komplexní obrábění v malých sériích a ve velmi krátkém čase, bylo by finančně nákladné vybavit stroj specializovanými upínači přesně definujícími polohu obrobku ve stroji. Je mnohem praktičtější použít „univerzální“ kontrolní nástroj.
Před výrobou potřebuji v zásadě tři věci. Seřízení stroje, ustavení obrobku a seřízení nástroje. Správným seřízením stroje připravím ideálním podmínky pro ustavení obrobku.
Duální systém
Ustavení obrobku je klasický příklad využití měřicích sond. Zpravidla se jedná o identifikaci polohy rohu dílce nebo středu otvoru, které jsou využity jako nový počátek pracovního souřadného systému. Další změřený prvek, například bod na ploše nebo střed dalšího otvoru poslouží ke zjištění úhlu natočení obrobku. Vyrovnání pracovního souřadného systému stroje se souřadným systémem obrobku je pak otázkou jednoduché rutiny integrované v řídicím systému stroje spuštěné jediný povelem z technologického programu. V případech obrábění odlitků nebo výkovků, kde kolísá rozměrové provedení hrubého polotovaru, je důležitým parametrem zjištění velikosti přídavku na opracování. Příprava technologického programu pro maximální velikost přídavku znamená časté obrábění naprázdno, kdy se nástroj pohybuje někdy i v několika cyklech nad povrchem polotovaru. Díky měřicí sondě lze s použitím velmi jednoduché logiky větvení programu dosáhnout produktivního obrábění bez ohledu na velikost dodaného polotovaru.
Dalším aspektem nastavení parametrů před obráběním je zjištění délky a průměru nástroje a jejich korekce v případě opotřebení. Seřízení nástrojů pomocí sond však není omezeno jen na délku a průměr. Nástrojová sonda Renishaw umožňuje kontrolovat také tvar břitu nástroje a jeho celistvost. Ve všech výše vedených aplikacích má nasazení měřicích sond jeden společný významný efekt. Eliminace omylů a chyb způsobených lidským faktorem. Opakovaně přesné měření a automatická korekce naměřených údajů bez ohledu na únavu nebo momentální indispozici operátora stroje jsou faktory, které významně ovlivňují rozhodování o investici do měřicích sond.
OBRÁBĚNÍ – mezioperační kontrola

Tenzometrická sonda
V průběhu obrábění je nutno znát odezvu na stav materiálu, na aktuální odchylky od očekávaných rozměrů nebo na jiné neočekávané stavy procesu. Díky těmto odezvám lze výrobu ovlivňovat a řídit směrem k očekávanému výsledku.
Měření obrobku během cyklu obrábění umožňuje na základě zjištěných hodnot reagovat na odchylky způsobené například deformací dílce, vychýlením nástroje nebo vlivem teplotních deformací. Na základě zjištěných hodnot lze automaticky upravit aktuální hodnoty natočení souřadného systému, aktualizovat parametry obrábění, změnit korekční hodnoty v tabulkách nástrojů a větvit chod programu pomocí logických podmínek tak, aby výsledkem byl bezvadný výrobek.
Detekce poškození a opotřebení nástrojů umožňuje kontrolu přítomnosti a polohy nástroje, kontrolu celistvosti a opotřebení břitů nástroje nebo kontrolu velikosti opotřebení nástroje a jeho automatickou korekci v tabulce nástrojů, popřípadě automatickou korekci sesterského nástroje nebo dokonce zastavení výrobního cyklu a volání operátora stroje. Mezioperační kontrola obrábění zahrnuje více než pouhou zpětnou vazbu a korekci parametrů v řídicím systému na základě porovnání očekávané a zjištěné hodnoty. Mezioperační kontrola zahrnuje také nastavení mezí nebo limitů, se kterými jsou naměřené hodnoty porovnávány. Na základě takto zjištěných výsledků přistupuje CNC obráběcí stroj automaticky k opravným procesům, které by měly vést ke zhotovení korektně vyrobeného dílce.
MĚROVÉ STŘEDISKO – finální kontrola bezvadného výrobku
Z kusu beztvaré hmoty se konečně stal dílec – hotový produkt. Pro dosáhnutí tohoto stavu bylo nutno vynaložit mnoho energie. Nyní je už jen potřeba zjistit, zda je výrobek v souladu s požadovanými parametry. V praxi se nabízejí tři varianty kontroly geometrických rozměrů hotového dílce.
Měření hotového dílce přímo na stroji. Tento způsob měření umožňuje kontrolu důležitých prvků dílce přímo na stroji, před odepnutím a manipulací. Toto měření zřídka nahrazuje kontrolu rozměrů nezávislým měřidlem, ale poskytuje velmi dobrou představu o stabilitě produkce a v některých případech je dokonce jediným možným způsobem jak dílec proměřit. Záznamy o měření získané přímo ze stroje a uložené v paměti stroje nebo odeslané prostřednictvím počítačové sítě na server mimo stroj dokumentují trendy procesu a kvalitu produkce. Historie údajů pak umožňuje monitorovat stav stroje a plánovat preventivní opravy a údržbu stroje.

Equator
Měření hotového dílce mimo stroj na souřadnicovém měřicím stroji. Tento způsob kontroly je nejobvyklejším v dnešní technické praxi. Přeměření prvního dílce ze série a kontrola namátkově nebo statisticky vybraných dílců ze série je běžnou praxí v mnoha strojírenských podnicích. Umožňuje komplexní přeměření všech důležitých rozměrů obrobku a jejich vyhodnocení z hlediska geometrických rozměrů a tolerancí, ale i tolerance tvaru a polohy.
100% kontrola produkce. Tento způsob kontroly byl velmi dlouho vyhrazen pro velkosériovou výrobu, zejména z důvodu cenové náročnosti specializovaných jednoúčelových měřidel. V posledních letech se 100% kontrola stává dostupnou i pro menší série dílců díky univerzálnímu porovnávacímu systému Equator.
A tady se dostáváme opět na začátek. Pokud chcete ušetřit (čas, materiál, lidskou sílu), rozhodně používejte sondu jako užitečný nástroj. Je tu ale i druhá možnost…VYDĚLÁVAT!
Odborníci ze společnosti Renishaw s Vámi projdou výrobu, vyslechnou Vaše problémy a požadavky a předloží konkrétní vhodné řešení. Pomůžeme Vám vydělávat.
Ing. Iva Štraitová
Mohlo by se Vám líbit

25 německých veletrhů v roce 2025
- Strojírenství
-
21. dubna 2025
Letošní veletržní sezona už začala v březnu, ale i tak jsou před námi desítky zajímavých oborově zaměřených průmyslových veletrhů. Inzerce Níže uvádíme přehled veletrhů, název, […]

Síla evoluce: ICONICS se mění na Mitsubishi Electric Iconics Digital Solutions
- Digitalizace
-
19. dubna 2025
Společnost ICONICS oznamuje oficiální změnu názvu na Mitsubishi Electric Iconics Digital Solutions (MEIDS), což představuje významný krok v jejím vývoji. Společnost MEIDS, s podporou společnosti […]

Milan Rajtár je novým šéfem největšího českého výrobního závodu Innomotics v Mohelnici
- Práce
-
17. dubna 2025
Společnost Innomotics vyvíjí a vyrábí ucelené portfolio nízkonapěťových a vysokonapěťových motorů, generátorů, převodových motorů, měničů pro střední napětí a vřeten. V České republice má téměř 4000 […]