
09. března 2021 08:09
Proč sonda? Bez moderních systémů měření by průmysl zkolaboval
Čas jsou peníze a v průmyslu to platí obzvlášť. Časové ztráty i v řádu sekund výrazně snižují celkovou denní produkci. S nástupem elektromobility se navíc zvyšují nároky na přesnost opracování, zkracují se inovační cykly výrobků. To znamená větší tlak na flexibilní nastavení strojů, ustavení obrobků a upevnění pracovních nástrojů. Měření a řízení výroby pomocí sond si umí s novodobými výzvami průmyslu poradit.

Specializované sondy umožňují provádět přímo na CNC obráběcích strojích velmi rychlé a přesné měření dílce, a to díky unikátní technologii v sondě OSP60.
Ruční nastavování nástrojů, ustavování obrobků a kontrola dílců jsou časově velmi náročné operace, které jsou náchylné na chyby obsluhy. Proto vznikly sondy, aby pomocí technologií rutinu a lidskou chybovost z výrobního procesu odstranily.
Inzerce

„Snižují náklady na seřizovače nástrojů, drahé upínače a na ruční ustavení obrobku číselníkovými úchylkoměry. Snímání sondami je rychlé a spolehlivé, přičemž odchylky stroje lze automaticky upravit,“ shrnuje Josef Sláma, ředitel tuzemské pobočky společnosti Renishaw, která patří mezi světové lídry v oblasti vývoje měřicích systémů pro strojírenství a lékařství.
Software sondy automaticky kompenzuje délku a průměr nástroje, polohu obrobku a rozměrové chyby. Pomocí srozumitelných softwarových programů se zajišťuje ustavování nástrojů, příprava obrobků a měření, a to včetně CNC strojů. Jednoduchá instalace umožňuje sondy dodatečně namontovat i na již provozované stroje.
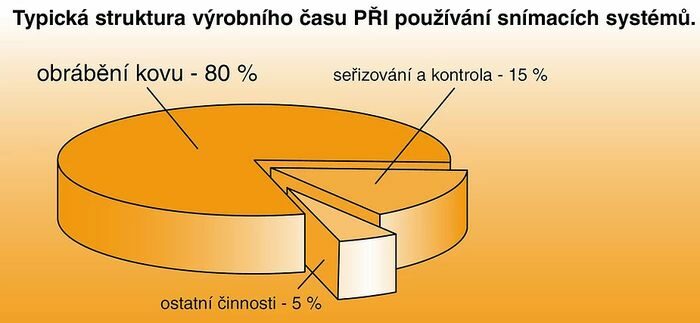
Bez sond by moderní průmyslová výroba zkolabovala a stala by se naprosto nekonkurenční. Obráběcí stroje bez sond je totiž možné využívat jen z poloviny: zbytek času představuje čekání na obsluhu, která obrobek ustaví, stroj seřídí či řeší jeho poruchu nebo údržbu. To platí zejména o provozech s vysokou produkční kapacitou, kde by bez sond docházelo k neustálým prodlevám.

Čas je proto lepší investovat do produktivního obrábění, nikoli do manuálního ustavování polohy obrobků a následné kontroly. „Sondy tyto prodlevy minimalizují, jsou doslova vakcínou na ztráty času a materiálu. Sondy zkracují výrobní prostoje strojů a snižují zmetkovitost, která je u ručního ustavování a kontroly kvality vysoká,“ dodává Josef Sláma.
„Snižují náklady na seřizovače nástrojů, drahé upínače a na ruční ustavení obrobku číselníkovými úchylkoměry. Snímání sondami je rychlé a spolehlivé, přičemž odchylky stroje lze automaticky upravit,“ shrnuje Josef Sláma, ředitel tuzemské pobočky společnosti Renishaw.
Sondy šetří čas a snižují zmetkovitost
Manuální ustavování obrobků trvá nejen mnohem delší dobu, ale hlavně je náchylné na zmiňovanou chybovost. I drobná nepřesnost v upnutí v řádu setin milimetru může vést k produkci zmetku. Upínání nástrojů při použití sond je o 90 % rychlejší. Ušetřený čas se věnuje obrábění, tedy zvýšení produkce.
V případě manuálního upínání je nepraktická i závislost na upínacích systémech, které se musí měnit v závislosti na produkovaném výrobku. V praxi to znamená stroj opět přenastavit.

Měření statoru elektromobilu na souřadnicovém měřicím stroji multisenzorovým systémem REVO. Systém lze používat k měření geometrických rozměrů a tvarů dílců s využitím nejrůznějších kontaktních a bezkontaktních snímačů.
„Manuální upínání má navíc vysoké požadavky na kvalifikaci obsluhy. Většinou je musí dělat zkušený pracovník s mnoha lety praxe. Sondu ale může obsluhovat i méně zkušený pracovník, ustavení obrobku není tak náročné. Vysoce kvalifikovaní pracovníci se tak mohou věnovat úkolům s vyšší přidanou hodnotou,“ vysvětluje Josef Sláma.
Časová úspora se nejvíce projeví v případě ustavování velkých obrobků, které je časově náročné. „Sonda totiž lokalizuje usazení obrobku a jakékoli nesrovnalosti kompenzuje, usazení tak zabere řády minut, a nikoli hodin, jako v případě manuálních systémů,“ vysvětluje Josef Sláma.
„V podstatě ve všech provozech se investice vrátí do jednoho roku, životnost kvalitních sond je přitom často deset a více let,“ říká Josef Sláma.
Návratnost sondy se pohybuje v horizontu několika měsíců
Kdy se vyplatí sondu využít, je možné snadno zjistit pomocí jednoduchého propočtu návratnosti, který zohlední využití stroje, jeho produkci, čas potřebný na ustavení výrobku, seřízení a údržbu a míru produkce zmetků z důvodu chyb v ustavení.

Pyramida produktivního procesu v jednotlivých vrstvách ukazuje, jak lze systematicky odstraňovat proměnlivosti z procesu obrábění a zvýšit tak přesnost výroby.
Lze k tomu využít specializovaného kalkulátoru. Z dlouhodobých analýz společnosti Renishaw nicméně vyplývá, že investice do obrobkové sondy se vrátí do devíti měsíců a v případě nástrojové sondy dokonce do pěti měsíců.
„V podstatě ve všech provozech se investice vrátí do jednoho roku, životnost kvalitních sond je přitom často deset a více let. Nevybavit stroj sondou tedy dává smysl snad pouze při malosériové výrobě, anebo v okamžiku přístupu k levné a přitom kvalifikované pracovní síle, což je v dnešní době protimluv,“ dodává Josef Sláma.
Nejmodernější „doteky“ jsou laserové bezkontaktní
Sondy jsou zakončeny takzvanými doteky, které zprostředkovávají kontakt mezi sondou a součástkou či obrobkem. Kontakt je převeden na signál, který umožňuje provedení vlastního měření. Klíčovou vlastností doteku je tuhost doteku a minimální tvarová úchylka kuličky. Některé typy sondy mohou být bezkontaktní.

Sondy jsou zakončeny takzvanými doteky, které zprostředkovávají kontakt mezi sondou a součástkou či obrobkem.
Laserovými bezkontaktními systémy jsou vybaveny nejnáročnější provozy, kde záleží i na tisícinách milimetru.
„Přesnost obrobku při obrábění závisí na řadě faktorů, jako jsou odchylka rozměrů nástroje, házivost nástroje či jeho zlomení při výrobě. Laserové nástroje umějí řídit tyto proměnné, což dovoluje měření řady nástrojů při výrobním posuvu i v otáčkách. Tím se minimalizuje nebezpečí nadměrného opotřebení nebo poškození nástroje, což je u malých a křehkých nástrojů důležitý předpoklad,“ upozorňuje Josef Sláma.

Nástrojová sonda Renishaw NC4+ Blue je bezkontaktní nástrojová sonda pro měření na stroji. Představuje první průmyslové využití modrého laseru k tomuto účelu.
Mezi absolutní špičku patří systémy využívající k měření modrý laser (blue laser). Ve srovnání se systémy s červeným laserem disponuje technologie modrého laseru kratší vlnovou délkou.
„V důsledku lépe vede světlo, netrpí takzvanou difrakcí a má lepší geometrii laserového paprsku. To umožňuje měření i velmi malých nástrojů. Modrý laser také minimalizuje chyby měření mezi jednotlivými nástroji – což je klíčové hledisko při obrábění pomocí široké škály řezných nástrojů,“ vysvětluje Josef Sláma.
„Lidský faktor vždy zvyšuje riziko chybovosti. Sondy finální obrobek přeměří s přesností na setiny milimetru, takže ihned odhalí chyby v nastavení. Zabrání se tak produkci zmetků. Zvýší se tím podstatně produkce i flexibilita výroby,“ říká Josef Sláma.
Sondy zajistí dokonalý koncert v CNC strojích
Snímací systémy vybavené sondami nacházejí nejčastěji uplatnění v CNC obráběcích centrech a soustruzích. Tam se dají naplno využít jejich možnosti. Identifikují a ustavují obrobky, kontrolují jejich rozměry v průběhu obrábění, monitorují stav povrchu obrobků a ověřují konečné rozměry hotových dílců před vyjmutím ze stroje. Operátoři nemusí tak často zasahovat do výrobního procesu.

Bezkontaktní nástrojová sonda N4C kontroluje ustavení obrobku a nástroj během výroby, je tak možné ihned reagovat na případné odchylky od výrobního plánu.
„Lidský faktor vždy zvyšuje riziko chybovosti. Zejména se sníží doba prostojů potřebných k ustavení obrobku. Sondy finální obrobek přeměří s přesností na setiny milimetru, takže ihned odhalí chyby v nastavení. Zabrání se tak produkci zmetků. Zvýší se tím podstatně produkce i flexibilita výroby,“ dodává Josef Sláma.
Při obrábění v CNC strojích sondy mohou dohlížet na celý obráběcí cyklus bez nutnosti intervence obsluhy a vyjmutí výrobku z pracovního prostoru stroje. Obrobkové sondy jsou proto nenahraditelné v bezobslužných provozech.

Software sondy automaticky kompenzuje délku a průměr nástroje, polohu obrobku a rozměrové chyby. Pomocí jednoduchých programů se zajišťuje ustavování nástrojů, příprava obrobků a měření. Operátoři nemusí tak často zasahovat do výrobního procesu, vše je řízeno dálkově.
„Zajišťují automatickou korekci nastavení kontrolním změřením prvního kusu a dále korigují případné odchylky během celého obráběcího cyklu. Umožňují adaptivní obrábění, které zajišťuje zpětnou vazbu procesu a minimalizaci odchylek,“ vysvětluje Josef Sláma.
Použití sond se navíc neomezuje na ustavování obrobku či nastavení nástrojů. Lze je využívat v celém průběhu výroby pro získávání cenných informací, ty pak analyzovat a produkci optimalizovat. „Tajemství konzistentního, automatizovaného a produktivního obrábění je pochopit, kde proměnlivost vzniká, a vypořádat se s ní hned od počátku,“ uzavírá Josef Sláma, ředitel tuzemské pobočky společnosti Renishaw.
INFOBOX: CO JE CO
- Co je vlastně sonda? Sondy jsou velmi přesné spínače, které při kontaktu s povrchem obrobku generují spínací signál.
- Obrobkové sondy jsou určeny zejména pro CNC obráběcí centra a soustruhy. Slouží k identifikaci a ustavení obrobku, průběžné kontrole jeho rozměrů při obrábění, monitorování stavu povrchu a ověření konečných rozměrů hotového dílce před dokončením.
- Nástrojové sondy slouží k měření velikosti nástroje před začátkem obrábění a ke kontrole poškození nebo zlomení nástroje během obrábění. Umožňují automatizovat a výrazně zvyšovat produktivitu výroby.
- Sondy jsou vybaveny doteky, které zprostředkovávají kontakt mezi sondou a součástkou či obrobkem. Klíčovou vlastností doteku je tuhost doteku a minimální tvarová úchylka kuličky.
Mohlo by se Vám líbit

GE Aerospace investuje v tomto roce 78 milionů eur do evropské výroby
- Strojírenství
-
10. dubna 2025
Investice podpoří kvalitu motorů a dodávky zákazníkům rozšířením kapacity, modernizací zařízení a rozšířením inovací v Evropě. Společnost GE Aerospace (NYSE:GE) dnes oznámila, že v roce […]

Nové frézy Seco zajistí nejnižší možné náklady na úběr materiálu u 2D aplikací
- Obrábění
-
08. dubna 2025
Nové monolitní frézy Seco Stabilizer™ využívají unikátní geometrii zubů, která zajišťuje minimální náklady na odebraný materiál ve 2D aplikacích, jako drážkování a kapsování či boční […]

Nové lopatkové čerpadlo Parker T8MINI je navrženo tak, aby splňovalo požadavky na vysokou účinnost a nízkou hlučnost na trhu s elektrifikovanými výrobky
- Strojírenství
-
08. dubna 2025
Společnost Parker Hannifin, mezinárodní lídr v oblasti technologií a systémů pro řízení pohybu, uvedla na trh novou řadu středně těžkých lopatkových čerpadel T8MINI s pevným geometrickým objemem. Čerpadlo […]