
06. dubna 2016 00:47
Vplyv výberu metódy na presnosť ozubených kolies vyrábaných pomocou konvenčných výrobných strojov
Ozubené kolesá patria k veľmi rozšíreným strojovým súčiastkam, ktoré umožňujú presný prevod otáčavého pohybu a prenos výkonu z hriadeľa na hriadeľ. Na funkciu ozubených kolies sa kladú v prevádzke vysoké nároky. Musia umožňovať presný rovnomerný prevod, nesmú spôsobovať hluk, často musia prenášať veľké sily a pod. Pri zábere ozubených kolies zapadajú zuby jedného kolesa do zubových medzier druhého spoluzaberajúceho kolesa. Povrchy zubov sa po sebe odvaľujú alebo šmýkajú. Aby boli zabezpečené všetky požiadavky je potrebný predpoklad vysokokvalitnej a presnej výroby.
S výrobou ozubenia sú úzko späté aj konkrétne otázky výrobcov, pre ktorú metódu výroby ozubenia sa rozhodnúť. K rozhodnutiu smeruje aj zváženie ekonomických počiatočných nákladov, sériovosť výroby, tvarová náročnosť venca ozubeného kolesa a v neposlednom rade presnosť.
Inzerce

V bežnej praxi sa vyskytuje celá rada konštrukčných úprav ozubených kolies, závislých predovšetkým na ich veľkosti, sériovosti výroby, obvodovej rýchlosti, materiálu a použití. Výrobu ozubených kolies obrábaním môžeme rozdeliť na dve základné časti:
- sústruženie polotovarov,
- obrábanie zubov (frézovaním, obrážaním a preťahovaním).
V súčasnosti existuje množstvo výrobných metód pre výrobu ozubených kolies. Pri obrábaní zubov dochádza k odoberaniu triesky z plného materiálu venca, t.j. dochádza k vytváraniu zubovej medzery. Podľa spôsobu tvorenia boka zuba rozoznávame tieto metódy:
- Tvarová metóda – je charakterizovaná tím, že nástroje majú tvar zubovej medzery obrábaného kolesa;
- Kopírovacia metóda – pohyb nástroja prebieha podľa šablóny;
- Odvaľovacia metóda – je založená na princípe odvaľovania základného profilu hrebeňa s ozubeným kolesom. Relatívnym pohybom nástroja a obrábaného kolesa sa postupne vytvára evolventný profil zubovej medzery. Z uvedených metód je výroba zubov pomocou tejto metódy najpresnejšia.
Podľa spôsobu delenia ozubeného kolesa pri obrábaní rozoznávame tieto metódy:
- Deliaci spôsob – pracovný pohyb, pri ktorom sa vytvorí vždy jeden zub alebo zubová medzera, sa strieda s deliacim pohybom.
- Prerušovaný spôsob – pri tomto spôsobe sa ozubené koleso po obrobení niekoľkých zubov pootočí o jednu alebo niekoľko ďalších rozstupov a pracovný cyklus sa opakuje až do vyrobenia súčasti.
- Plynulý spôsob – charakteristické pre tento spôsob ja nepretržité obrábanie a delenie, takže všetky zuby kolesa sú vytvárané naraz.
Podľa presnosti výroby ozubených kolies delíme spôsoby výroby na:
- Najpresnejšie – zuby sa frézujú, obrážajú alebo preťahujú a potom brúsia, ševingujú, lapujú alebo honujú.
- Stredne presné – frézovanie alebo obrážanie odvaľovacím spôsobom (presnosť IT 3 – 4).
- Najmenej presné – frézovanie deliacim spôsobom (IT 7 – 8).
Tvarové metódy
Medzi tvarové metódy výroby bokov zuba u čelných ozubených kolies patrí obrážanie alebo hobľovanie tvarovým nožom, preťahovanie, tvarové frézovanie stopkovou alebo kotúčovou frézou
Obrážanie (hobľovanie) ozubenia tvarovým nožom
Týmto spôsobom je možné obrábať na zvislých alebo vodorovných obrážačkach. Po obrobení jednej zubovej medzery sa obrobok pomocou deliaceho prístroja pootočí o jeden rozstup. Tento spôsob je nepresný a zdĺhavý. Väčšinou sa využíva pri rýchlom odstraňovaní porúch.
Preťahovanie
Preťahovaním sa vyrába ozubenie čelných ozubených kolies s priamymi zubmi.
Vonkajšie ozubenie sa obrába priamymi alebo kruhovými preťahovacími nástrojmi. Zubové medzery sa preťahujú postupne deliacim spôsobom. Rezné kliny priamych preťahovacích nástrojov môžu byť zostavené vedľa seba, takže sa súčasne vyrábajú dve alebo niekoľko zubových medzier.
Vnútorné čelné ozubenia menších modulov s priamymi zubmi sa môžu obrábať tvarovými preťahovacími tŕňmi. Každý stupeň preťahovacieho nástroja má po obvode toľko tvarových rezných klinov, koľko zubových medzier treba vyrobiť. Pri tomto spôsobe sa všetky zubové medzery preťahujú súčasne a celé ozubenie sa vyrobí jedným rezným pohybom nástroja. Keďže na každé ozubenie s rôznym modulom a počtom zubov treba iný nástroj, používa sa len pri veľkých sériách a v hromadnej výrobe.
Frézovanie ozubenia kotúčovou frézou
Nástrojom je kotúčová fréza na ozubenie, ktorej podsústružené zuby majú tvar profilu zubovej medzery kolesa. Ozubené koleso je upnuté na tŕni medzi hrotmi koníka a deliaceho prístroja. Po vyfrézovaní jednej zubovej medzery je obrobok pootočený pomocou deliaceho prístroja o jeden rozstup, následne je frézovaná ďalšia medzera. Podobným spôsobom je možné frézovať priame zuby na čelnom ozubenom kolese, ktoré je upnuté na otočnom stole s namontovaným deliacim prístrojom. Nevýhodou tohto spôsobu výroby je veľká spotreba tvarových fréz. Kotúčovou frézou je možné obrábať aj čelné kolesá so šikmými zubami.
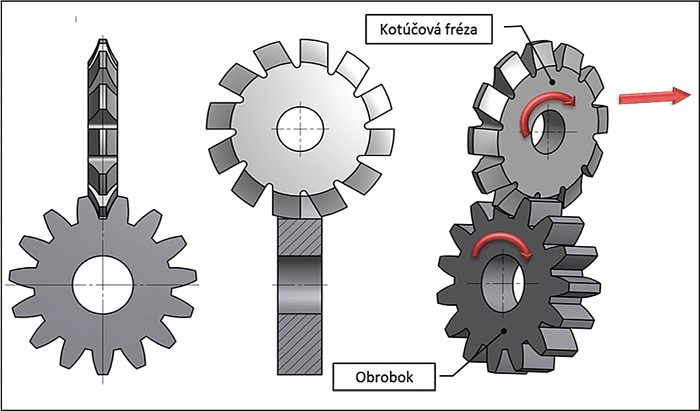
Obr. 1: Frézovanie čelného ozubenia deliacim spôsobom kotúčovou modulovou frézou
Frézovanie ozubenia stopkovou frézou
Podobne ako u predchádzajúceho spôsobu majú stopkové frézy tvar zubovej medzery. Frézuje sa spravidla na zvislých alebo vodorovných frézkach. Pre zlepšenie rezných podmienok a zvýšenie produktivity práce majú moderné stopkové frézy v dolnej časti štyri zuby v pravotočivej skrutkovici a v hornej časti dvanásť zubov v ľavotočivej skrutkovici. Stopkovou frézou sa dajú vyrábať ozubené kolesá a hrebene s priamymi a šikmými, dvojnásobne šikmými a stupňovitými zubami rovnakým spôsobom ako u kotúčovej frézy.
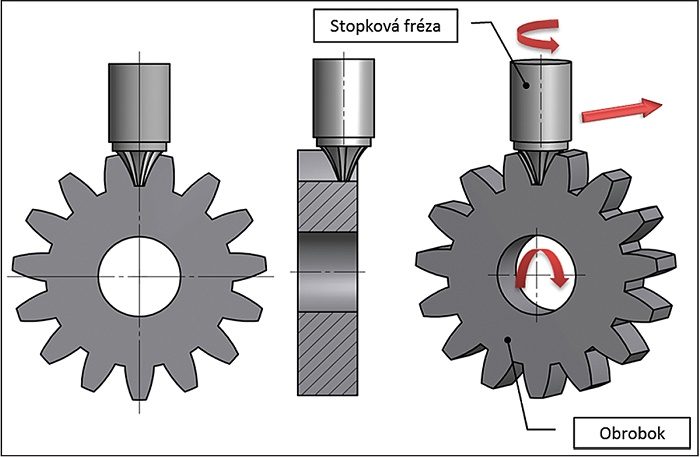
Obr. 2: Stopková modulová fréza v zábere
Odvaľovacie metódy
Pri výrobe ozubenia odvaľovacou metódou vzniká evolventný profil zubov kolesa tým, že obrobok sa odvaľuje po nástroji. Profil nástroja neodpovedá zubovej medzere ozubeného kolesa ako je to u tvarovej metódy, ale má tvar základného profilu, t.j obrážacieho hrebeňa alebo spoluzaberajúceho ozubeného kolesa (kotúčové obrážacie nože). Medzi odvaľovacie metódy patrí obrážanie hrebeňovým nožom (metóda Maag), obrážanie kotúčovým nožom (metóda Fellows) a frézovanie odvaľovacou frézou.
Obrážanie hrebeňovým nožom (metóda Maag)
Obrážanie ozubeným hrebeňom patrí k odvaľovacím spôsobom výroby ozubenia. Nástrojom je hrebeňový nôž s lichobežníkovým profilom zubov, ktorý je odvodený od základného profilu. Nástroj a obrobok vykonávajú navzájom odvaľovací pohyb ako ozubený hrebeň s ozubeným kolesom.
Na strojoch pracujúcich spôsobom Maag vykonáva obrobok zložený otáčavý a posuvný odvaľovací pohyb. Nástroj vykonáva zvislý vratný pohyb v smere osi obrábaného kolesa. Ozubený hrebeň je kratší ako obvod obrábaného ozubeného kolesa, preto sa musí po vyrobení niekoľkých zubov pracovný cyklus prerušiť. Obrobok sa odsunie zo záberu, pootočí a vráti do východiskovej polohy, kde sa nastaví na hĺbku zubovej medzery. Pracovný cyklus potom pokračuje obrážaním ďalších zubov. Výhodou obrážania ozubeným hrebeňom je to, že možno použiť jednoduchý nástroj a jedným nástrojom možno vyrábať ozubené kolesá rovnakého modulu s rôznym počtom zubov.
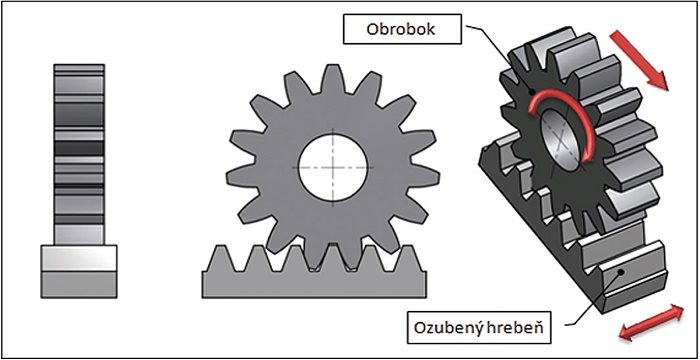
Obr. 3: Obrážanie čelného ozubeného kolesa ozubeným hrebeňom (spôsob Maag)
Obrážanie kotúčovým nožom (metóda Fellows)
Nástrojom je obrážací kotúčový nôž, ktorý má tvar čelného ozubeného kolesa s priamymi alebo šikmými zubmi. Vykonáva priamočiary vratný pohyb a otáča sa vzájomným odvaľovaním s obrobkom. Pri obrážaní ozubených kolies so šikmými zubmi vykonáva obrážací kotúč do záberu pootáčavý pohyb. Obrážacím kotúčom možno vyrábať ozubené kolesá s vonkajším aj vnútorným ozubením.
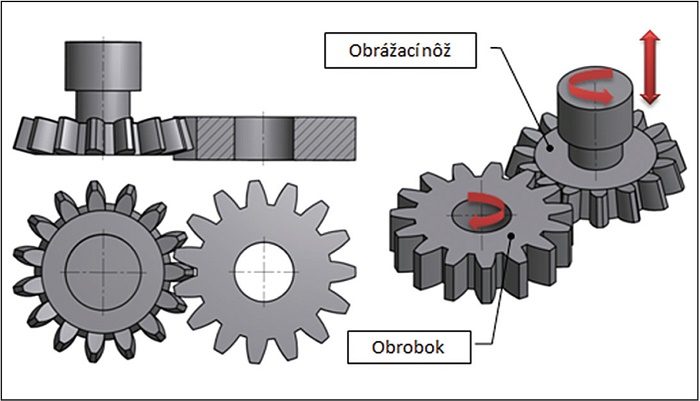
Obr. 4: Obrážanie vonkajšieho ozubenia kotúčovým obrážacím nástrojom (spôsob Fellows)
Výroba ozubenia odvaľovacou frézou
Princíp obrábania ozubení odvaľovacou frézou sa zakladá na zábere závitovky s ozubeným kolesom. Nástroj má tvar jednochodovej alebo dvojchodovej závitovky rovnakého modulu ako obrábané ozubené koleso. Odvaľovacia fréza sa pri práci otáča, vykonáva hlavný rezný pohyb a súčasne sa aj posúva. Obrobok vykonáva otáčavý odvaľovací pohyb.
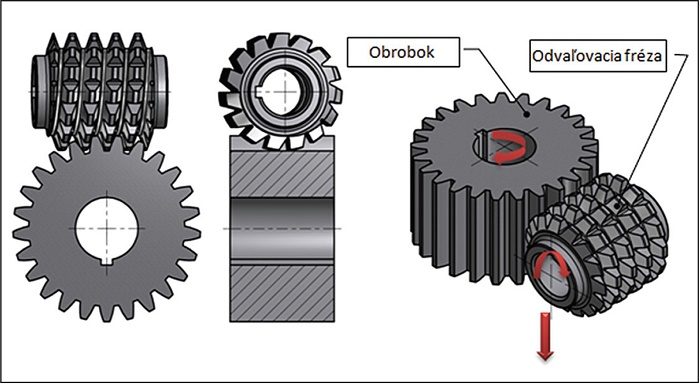
Obr. 5: Princíp frézovania ozubenia odvaľovacím spôsobom
Presnosť ozubených kolies
Ozubené kolesá sú jednou z najzložitejších súčiastok jednak s ohľadom na výrobu, jednak na presnosť a kontrolu ozubenia. Lícovanie ozubených súkolesí čelných s priamymi a šikmými zubami, s vonkajším a vnútorným ozubením predpisuje norma STN 014603-1 pre rozsah modulov od m = 0,3 do 12,5; priemery rozstupových kružníc do 1 600 mm a vzdialenosti osí prevodu do 1 600 mm. Sústava lícovania tejto normy je založená na sústave jednotnej vzdialenosti osí súkolesí. Presnosť výroby je rozdelená do 8 stupňov pričom 1. stupeň presnosti sú najkvalitnejšie kolesá. Pre každý stupeň je stanovených 5 skupín bočnej vôle. Presnosť sa volí podľa účelu použitia a obvodovej rýchlosti ozubeného kolesa. Na jej dosiahnutie treba použiť určitý spôsob výroby. Zároveň sa odporúča dodržať drsnosť povrchu boku zubov v uvedených medziach. Informácie o stupňoch presnosti vhodného spôsobu výroby sú v prehľadovej tabuľke hore.
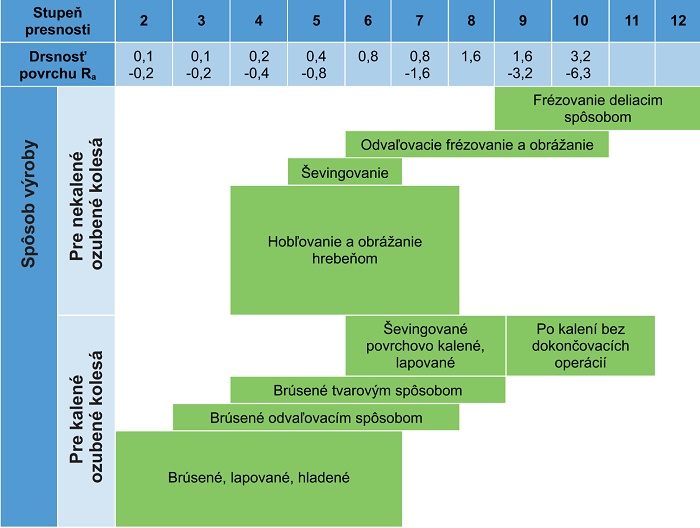
Tabuľka: Spôsoby výroby ozubených kolies z hľadiska presnosti
Referencie:
[1] HUMAR, A.: Technologie I: Technologie obraběni – 2. čast, studijni opory pro magisterskou formu studia, 2004, s. 95.
[2] MRKVICA, I.: Speciálni technologie: výroba ozubených kol I: Ostrava: VŠB – Technická univerzita. 2009. 92 s. ISBN 978-80-248-1931-0.
[3] MRKVICA, I.: Speciálni technologie: výroba ozubených kol II: 1. vyd. Ostrava: VŠB – Technická univerzita. 2009. 116 s. ISBN 978-80-248-2134-4.
 Ing. Juliána Litecká, PhD.
Ing. Juliána Litecká, PhD.
Oddelenie Techniky Katedry fyziky,
matematiky a techniky, FHPV,
Prešovská univerzita v Prešove
Ul. 17 novembra č. 1
081 16 Prešov, Slovakia
T: +421 7570226
juliana.litecka@unipo.sk
www.unipo.sk
Mohlo by se Vám líbit

Řešení prediktivní údržby
- Digitalizace
-
25. dubna 2025
Okamžitá digitální transformace průmyslových závodů Průmyslový internet věcí (IIoT) se opírá o ucelená data ze snímačů a provozních zařízení. Na veletrhu Hannover Messe 2025 (#HM25) […]

Řešení těsnění od divize Parker Prädifa zvyšují účinnost a bezpečnost elektrolyzérů a palivových článků
- Strojírenství
-
25. dubna 2025
Široká škála provedení a materiálů těsnění pro klíčové komponenty, které podporují udržitelnou a efektivní výrobu a používání vodíku Inzerce Divize Prädifa Technology Division společnosti Parker Hannifin, mezinárodního lídra […]

Zavádění robotizace v Česku může ovlivnit i Trump. Trendem bude digitalizace
- Automatizace + Robotizace
-
24. dubna 2025
Průmyslová robotizace v českém strojírenství nabírá na dynamice, a to zejména v důsledku rostoucí potřeby automatizace, úspor nákladů a zvyšování produktivity. Pozitivně se nemění ani […]