
01. září 2015 00:56
Vysoce přesné měření úhlového natočení s využitím kalibrační hlavy
Ani kvalitní snímač není zárukou přesného měření, pokud není správně použit a namontován. Na snímačích AMOSIN® firmy AMO GmbH je ukázáno, jak čelit možným nepřesnostem.
Prstencové snímače úhlu natočení se v obráběcích strojích často používají pro měření v C-osách, otočných stolech, výkyvných osách, vřetenech, přímých pohonech a jiných aplikacích. Jejich předností je vysoká přesnost a praktické konstrukční provedení. Snímače AMOSIN® kromě toho poskytují vysokou odolnost vůči nečistotám (IP67), elektromagnetickým polím a vibracím a vynikající dynamické parametry.
Inzerce

Při detailním posouzení možných zdrojů chyb měření na rotační ose lze definovat následující chyby:
a) Systematické, opakovatelné chyby na otáčku
– excentricita kroužku snímače vůči ose
– chyba dělení měřicí stupnice
– házivost ložisek
b) Nahodilé chyby
– vůle v ložiskách
– deformace vlivem zatížení
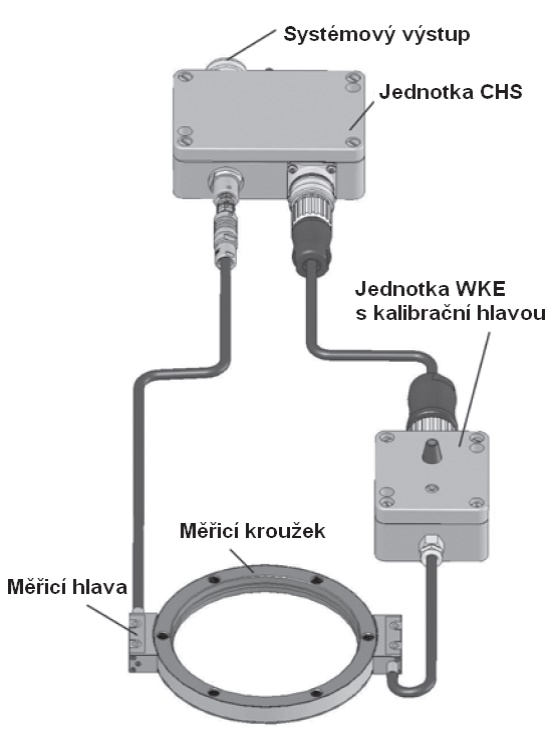
I když výše uvedené systematické chyby nelze v praxi zcela odstranit, lze je efektivně vykompenzovat postupem vyvinutým firmou AMO. Po namontování snímače a měřicí hlavy se provede kalibrace jednotkou CHS, WKE a kalibrační hlavou. Ta se umístí naproti měřicí hlavy (180 ° vůči měřicí hlavě). Během jedné otáčky kroužku elektronika CHS nasnímá data a provede kalibraci. Při provozu stroje již kalibrační hlava a jednotka WKE nejsou potřeba. Použije se pouze jediná měřicí hlava, jejíž signál je kompenzován jednotkou CHS. Ještě přesnějších výsledků lze dosáhnou při kalibraci s kalibrační hlavou umístěnou postupně do polohy 90 °, 180 ° a 270 ° vůči měřicí hlavě.
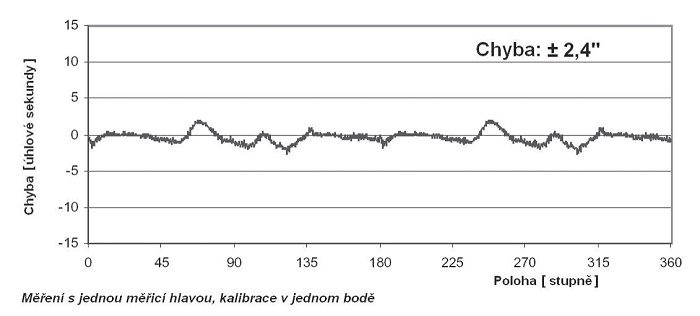
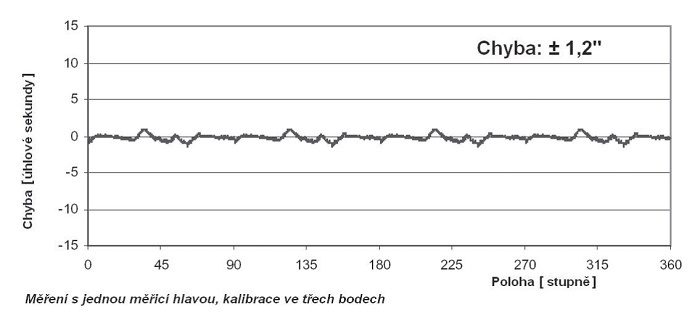
Výsledek: Chyba excentricity je zcela odstraněna a vliv systematických chyb je potlačen 2×, případně 4×.
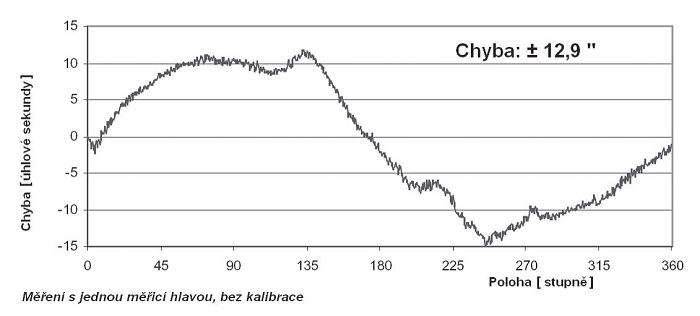
Hlavní výhodou této metody je, že pro měření stačí jediná měřicí hlava, což představuje úsporu nákladů a jednodušší montáž. Předpokladem úspěchu je samozřejmě použití kvalitních ložisek. Jako příklad jsou uvedeny grafy chyby měření standardního snímače WMI-101-1024, průměr kroužku 326 mm, při excentricitě montáže 10 μm.
Ing. Hynek Stuchlík, DaNa Travel, s. r. o.
Mohlo by se Vám líbit

Síla evoluce: ICONICS se mění na Mitsubishi Electric Iconics Digital Solutions
- Digitalizace
-
19. dubna 2025
Společnost ICONICS oznamuje oficiální změnu názvu na Mitsubishi Electric Iconics Digital Solutions (MEIDS), což představuje významný krok v jejím vývoji. Společnost MEIDS, s podporou společnosti […]

Milan Rajtár je novým šéfem největšího českého výrobního závodu Innomotics v Mohelnici
- Práce
-
17. dubna 2025
Společnost Innomotics vyvíjí a vyrábí ucelené portfolio nízkonapěťových a vysokonapěťových motorů, generátorů, převodových motorů, měničů pro střední napětí a vřeten. V České republice má téměř 4000 […]

Společnost Sandvik Coromant představila břitové destičky CoroCut® 2 s geometrií -RF pro vysoce přesné a bezpečné tvarové obrábění
- Obrábění
-
17. dubna 2025
Kromě toho do své nabídky zařadila také nástrojovou třídu GC1205 umožňující dosažení vynikajících výsledků při upichování a zapichování v žárovzdorných slitinách (HRSA) ve vystárnutém stavu […]