
19. listopadu 2018 10:18
Vysoce přesné ozubení je královskou disciplínou 5osého obrábění – LAC – Load Adaptive Control: Dokonale zvládnutá dynamická přesnost
Společnost GIF MBH & CO. KG z Dortmundu se řídí zásadou: „Nemožné učinit možným“. Potvrzuje to Dr. Bieker se svým týmem při 5osém obrábění ozubených kol se složitým speciálním ozubením. Tento výrobní postup je v oboru obrábění ozubení ještě poměrně mladý. Jeho silné stránky spočívají v takřka neomezených možnostech geometrické tvorby výkonného inovativního ozubení a volby prakticky libovolných materiálů. Předpokladem úspěšné realizace těchto potenciálů je do posledního detailu optimalizovaný výrobní proces. Cílem je minimalizovat nepřesnosti a navíc kompenzovat zbývající odchylky. Kombinace obráběcího centra ALZMETALL GS1400/5FDT a řízení HEIDENHAIN TNC 640 s opcí LAC (Load Adaptive Control) tvoří základní předpoklad pro bezpečné dosažení nejvyšších požadavků na přesnost a tolerance.

Tady je všechno OK: TNC 640 s opcí LAC je zárukou dynamické přesnosti v rotačních osách
Výrobní proces určuje absolutní jistota kvality, hospodárná již od velikosti dávky 1
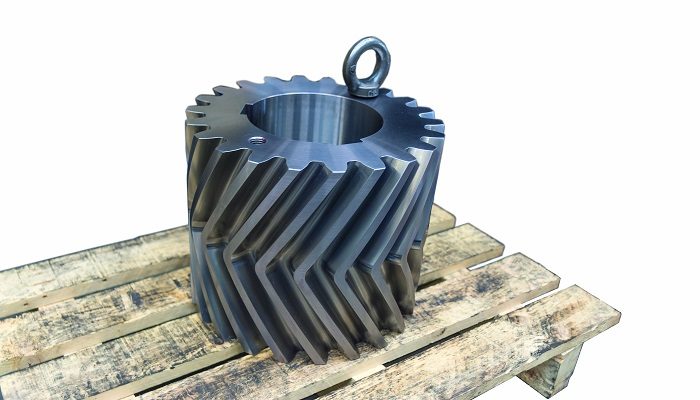
Dr. Rafael Bieker a jeho tým posuzují 5osé obrábění čelních a kuželových ozubených kol nikoli z pohledu konkurence zavedených výrobních postupů, ale z hlediska možného posunutí mezí. Pregnantním příkladem je výroba cementovaného, velice kompaktního dvojitého šikmého nebo šípového ozubení na univerzálním 5osém obráběcím centru ALZMETALL. 5osé obrábění ozubených kol s účinnou optimalizací výrobního procesu umožňuje obrobit kontury ozubení tak, že je následné obrábění, jako je broušení, již zbytečné. Při konvenčním broušení ozubených kol je nutno používat vícestupňový optimalizační proces až do dosažení požadované kvality ozubení a záběrového pole: broušení, měření a korekční broušení. Společnost GIF naproti tomu dosahuje požadované přesnosti 5osým obráběním v jediném kroku – a to okamžitě od prvního dílce.
Nejdříve proces, potom kompenzační funkce
Současnými obráběcími postupy, používanými ve společnosti GIF, lze za určitých předpokladů dosáhnout odchylek na boku zubů menších než 10 μm. Tím jsou splněny i ty nejvyšší kvalitativní požadavky techniky ozubení.
Bezpečné dosažení takových výsledků však stálo spoustu práce: „Při optimalizaci procesu směrem k dosažení vyšší Společnost GIF MBH & CO. KG z Dortmundu se řídí zásadou: „Nemožné učinit možným“. Potvrzuje to Dr. Bieker se svým týmem při 5osém obrábění ozubených kol se složitým speciálním ozubením. Tento výrobní postup je v oboru obrábění ozubení ještě poměrně mladý. Jeho silné stránky spočívají v takřka neomezených možnostech geometrické tvorby výkonného inovativního ozubení a volby prakticky libovolných materiálů. Předpokladem úspěšné realizace těchto potenciálů je do posledního detailu optimalizovaný výrobní proces. Cílem je minimalizovat nepřesnosti a navíc kompenzovat zbývající odchylky. Kombinace obráběcího centra ALZMETALL GS1400/5FDT a řízení HEIDENHAIN TNC 640 s opcí LAC (Load Adaptive Control) tvoří základní předpoklad pro bezpečné dosažení nejvyšších požadavků na přesnost a tolerance. Řídicí systémy Tady je všechno OK: TNC 640 s opcí LAC je zárukou dynamické přesnosti v rotačních osách přesnosti představovala první opatření významné skoky ve zvyšování kvality,“ vysvětluje obchodní ředitel. „Následující optimalizační kroky byly největšími výzvami a přinesly již jen malá zdokonalení kvality, která však byla nezbytná.“

Vstup do světa komplexního obrábění ozubených kol potvrdila společnost GIF investicí do obráběcího centra s variantou frézování/soustružení ALZMETALL GS1400/5FDT
Požadavek bezpečného procesu výroby vysoce přesného ozubení vedl ke kooperačnímu projektu s laboratoří obráběcích strojů WZL university RWTH Aachen, podporovaným v rámci projektu ZIM spolkového ministerstva pro hospodářství a energii (BMWi). Cílem byl vývoj výrobního systému pro 5osé frézování velice přesných sad kuželových ozubených kol. Společnost GIF cíleně nasadila do výrobního postupu výsledky analýzy procesu a nově vyvinuté kompenzační modely. V zásadě platí, že se nejdříve všechny kroky výrobního procesu optimalizují pro přesnou výrobu, například volbou strategií obrábění a vhodných procesních parametrů. Teprve když jsou všechny tyto možnosti vyčerpané, použijí se kompenzační funkce řídicího systému.

Dr. Rafael Bieker, obchodní ředitel společnosti GIF MBH & CO. KG
„V současnosti dokážeme připravit program pro obrábění ozubeného kola během 10 minut.“
LAC: Pro správnou dynamickou přesnost stroje
Pro tým společnosti GIF bylo důležité, aby nový stroj pro obrábění ozubených kol disponoval vysokou statickou základní přesností, ale aby rovněž vyhovoval specifickým požadavkům dynamické přesnosti. Volba padla na frézovací/soustružnické obráběcí centrum ALZMETALL GS1400/5FDT, vybavené řízením HEIDENHAIN TNC 640 a opcí LAC pro přizpůsobení regulačních parametrů v závislosti na zatížení.
Přímé pohony rotačních os C a A jsou vysoce dynamické, avšak citlivě reagují na rozdílné hmotnosti a momenty setrvačnosti. Následně může dojít k problémům s dynamikou a obrysovou přesností. Opce LAC společnosti HEIDENHAIN optimalizuje regulační parametry stroje v závislosti na zatížení. Adaptivní regulace posiluje dynamiku, která je pro GIF rozhodující, a vysokou dynamickou přesnost rotačních os.3D korekce poloměru nástroje: Zohlednění odchylek tvaru nástroje
Pokud jsou, tak jako u společnosti GIF, požadovány přesnosti boků zubů ve třídě tolerancí 5 (ze 12) a vyšší, „jsou funkce jako je 3D korekce poloměru nástroje mimořádně důležité,“ říká Bieker.
Funkce HEIDENHAIN koriguje odchylky poloměru v závislosti na na bodu záběru, a to i při 5osém odvalovacím frézování zakřivených boků zubů. Předpokladem je přesné proměření frézy, které se u GIF provádí laserovým měřicím systémem společnosti BLUM, jakož i přenos normálového vektoru v bodu dotyku postprocesorem CAM systému GearCAM společnosti Euklid CADCAM AG.
Přesné rotační osy: KinematicsOpt zmenšuje vlivy teploty
Při frézování/soustružení se v GIF používá aplikace KinematicsOpt, která kompenzuje teplotou ovlivněné prodlužování rotačních os stroje, což je podle Rafaela Biekera další nezbytnost. U nasazené dotykové sondy HEIDENHAIN proměří cyklus dotykové sondy pomocí kalibrační koule plně automaticky rotační osy stroje. Funkce stanoví prostorovou chybu v různých polohách rotační osy a otočného stolu. Následně je spočítán optimalizovaný kinematický popis stroje, který se uloží přímo jako kinematika stroje. Díky tomu je minimalizována prostorová chyba v následném 5osém obrábění.
Strategie: Vlastní klasifikace nástrojů snižuje účinky opotřebení
Poznatky o způsobu opotřebení nástrojů vedly ke zvláštním strategiím použití nástrojů. Nejdříve je nutno zjistit, jak ovlivňuje specifické použití nástroje jeho charakteristické opotřebení. S rostoucí dobou používání se například mění poloměr břitu. To vede k silnějšímu odtlačování nástroje, což citelně ovlivňuje přesnost.
GIF registruje charakteristické vlastnosti nástrojů, klasifikuje je a shromažďuje tato nástrojově specifická technologická data v databázi.
Ve spojitosti se speciálními strategiemi frézování, které optimálně využívají potenciál životnosti frézy, umožňuje tato technologická databáze takové dimenzování procesů, které zaručuje kvalitu. Počtem použitých dokončovacích fréz a vhodnými řeznými hodnotami NC programátor již předem rozhoduje o požadované kvalitě ozubeného kola opouštějícího stroj. Když je znám způsob opotřebení použité frézy, nabízí GearCAM ve spojení s řízením HEIDENHAIN TNC 640 možnost kompenzovat odtlačování frézy rostoucí s dráhou obrábění.
Nový potenciál
Obráběcí centrum ALZMETALL a řízení TNC 640 vybavené opcí LAC tvoří výkonný základ, s nímž společnost GIF realizuje náročně optimalizovaný výrobní proces pro výrobu ozubení. 5osé obrábění otevírá nové dimenze výroby ozubení, která splňují nejnáročnější požadavky kvality.

Obchodní ředitel Dr. Rafael Bieker a jeho tým jsou průkopníci 5osého obrábění ozubených kol
GearCAM pro inovativní řešení ozubení
Firma GIF se při vstupu do oblasti 5osého obrábění ozubených kol orientovala na osvědčené partnery. Společnost Euklid CADCAM AG s dlouholetými zkušenostmi v oblasti 5osého obrábění složitých součástí sídlí ve Švýcarsku. Na podnět firmy GIF zahájili Euklid vývoj výkonného CAM systému Euklid GearCAM, speciálně pro 5osé frézování ozubení.
I zde přitom stála v popředí od samého začátku absolutní matematická přesnost, ve spojení s požadavkem praktického řešení s intuitivním vedením obsluhy. Dnes nabízí GearCAM rozmanité možnosti NC programování čelních ozubených kol (včetně dvojitého šikmého nebo šípového ozubení, jakož i funkce pro jakékoli v praxi potřebné korektury boků zubů atd.) Výrobní spektrum zahrnuje také kuželová kola DIN, ozubení Gleason, Klingelnberg nebo kuželová kola se speciálním ozubením.
GearCAM již obsahuje množství funkcí, poskytujících uživateli podporu z hlediska technologie třískového obrábění (strategie frézování orientované na kvalitu, nebo databázi pro správu uživatelsky specifických procesních dat).
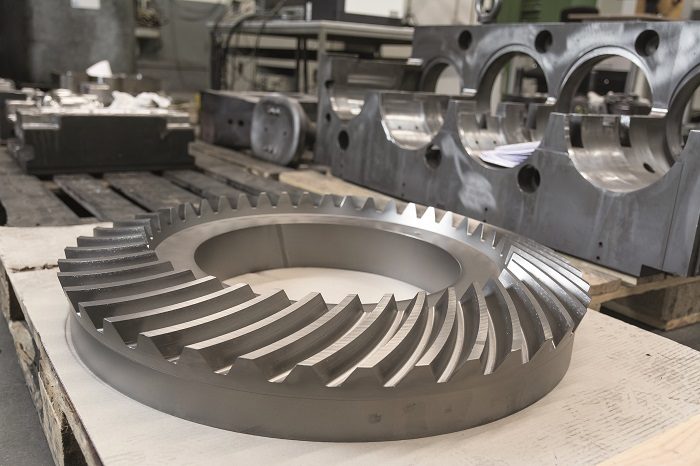
5osé obrábění umožňuje výrobu prakticky libovolné geometrie ozubení
HEIDENHAIN s. r. o.
Dolnoměcholupská 12b
102 00 Praha 10 – Hostivař
Tel.: 420 / 272 658 131
heidenhain@heidenhain.cz
www.heidenhain.cz

GIF se spolehl na doporučení firmy ALZMETALL pro řídicí systém HEIDENHAIN TNC 640: „Nikdy jsme toho nelitovali.“
LAC – Load Adaptive Control:
TNC funkce HEIDENHAIN zjišťuje zatížení, automaticky optimalizuje regulační parametry a během obrábění je kontinuálně přizpůsobuje. Výsledkem je vyšší dynamická přesnost při kratší době obrábění.
Mohlo by se Vám líbit

DT – Výhybkárna a strojírna dodává opornice pro německé dráhy. Objem zakázky letos překoná 60 milionů korun
- Strojírenství
-
01. července 2026
DT – Výhybkárna a strojírna, přední český výrobce výhybek, výhybkových konstrukcí a specializovaných dílů pro kolejovou dopravu, realizuje významnou dodávku opornic pro německého správce železniční […]

Ozvěny setkání uživatelů Polná 2026
- Obrábění
-
29. června 2026
z letošního setkání zaměstnanců firmy technology-support a jejích zákazníků a partnerů Ve dnech 29. a 30. května 2026 proběhlo tradiční setkání zaměstnanců firmy technology-support a […]

Do digitalizace musíte jít s jasnou vizí
- Automatizace + Robotizace
-
25. června 2026
To byla jedna z myšlenek, na které se shodli nejen panelisté, ale i mnozí účastníci jubilejní desáté konference BRNO INDUSTRY 4.0, která se konala 21. […]