23. září 2016 00:52
Svařování plastů laserem
Laserové svařování plastů se v posledním desetiletí stalo pokrokovou a důležitou průmyslově používanou technologií. Pokračující rozvoj nových laserů s vlnovou délkou ve spektru viditelné infračervené oblasti (zelený laser) a spektru blízké infračervené oblasti v koordinaci s vývojem souvisejících absorbérů přidaných do plastových materiálů poskytují možnost spojovat transparentní a neprůhledné absorpční plastové materiály. Automobilový průmysl, zdravotnický průmysl, elektronický průmysl, to jsou jen některé z oblastí, kde je široce realizována technologie laserového svařování plastů.
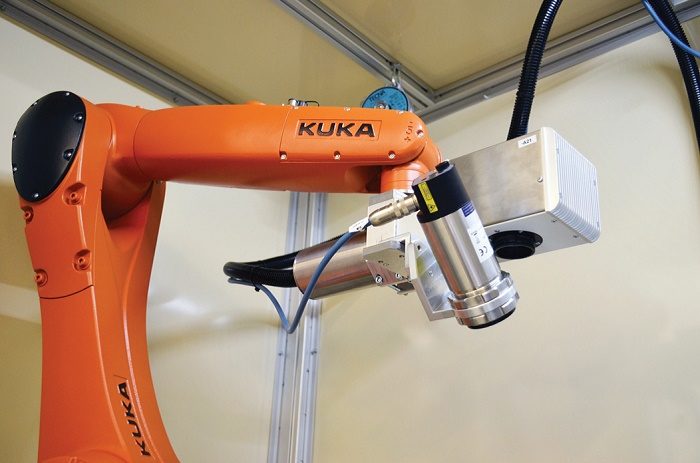
Obr. 1: Kombinace robotu a laseru Solaris od Leonarda se skenovací hlavou pro svařování plastů
V současné době roste zájem průmyslu o rozšíření svařování rozdílných plastových materiálů. K překonání problémů spojených se svařováním plastových materiálů je velmi důležité pochopení mechanismů spojování, morfologie a molekulární chování konstrukce plastu. Také pochopení výsledných mechanických a tepelných vlastností, hustotu difúze, migrace, deformace, atd.
Inzerce

Už na počátku 70. let se prováděly úplně první pokusy laserového svařování termoplastických polymerů. Byl použit CO2laser na 100 mikronový polyethylenový film a svařoval se v přeplátovaném spoji. Nicméně k průlomu pro laserové svařování polymerů došlo až v polovině 90. let minulého století, kdy byly vyvinuty stabilní diodové lasery v rozmezí vlnových délek 800–1100 nanometrů na výkonových úrovních do 200 wattů. Dnes se nejčastěji používá vlnová délka laseru pro svařování 980 nm nebo 1064 nm. Typický rozsah výkonu laseru pro svařování plastů je 10 až 50 W. Diodový nebo vláknový laser Solaris je obvykle integrován se zrcadly, vychylovanou skenovací hlavou laserového paprsku nebo umístěním laseru přímo na robotu. Pro zvýšení rychlosti svařování se nyní uplatňuje kombinace robotu a laseru se skenovací hlavou (obr. 1). K vedení výkonu laserového paprsku od laserového zdroje se používá optického vlákna, kdy vlákno je u diodových laserů pasivní (nezvyšuje výkon laseru, pouze jej přenáší) nebo aktivní optické vlákno zvyšující výkon laserového zdroje (princip vláknového laseru). Vláknový laser Solaris má velmi stabilní výkon a parametry laserového zdroje jak v kontinuálním módu (CW), tak i v pulsním módu laseru. Stabilita laserového výkonu je velmi důležitá pro svařování plastů, kdy je potřebné dosáhnout konstantní teploty plastu.
Základní princip laserového svařování polymerů je znázorněn na obr. 2. Překrytý spoj dvou plastů je základní konfigurací pro svařování polymerních materiálů. „Horní“ část plastu je transmisní pro vlnovou délku laseru (laser prochází přes materiál) na „spodní“ polymer, který naopak velmi absorbuje laserový paprsek a tedy i mění jeho energii na tepelnou (zahřívá se). Schopnost absorbovat laserové světlo je důsledkem chemických barviv nebo pigmentů, také nazývaných „absorbers“, které se přidávají k polymeru před lisováním. Nejpoužívanější absorbér jsou saze, ale používá se mnoho dalších barviv nebo pigmentů. Zajímavý je jiný typ svařování, kdy se přidává infračervený kapalný absorbér jako aditivum mezi povrchy jen před svařováním. Tato absorpční kapalina se prodává pod obchodním označením „Clear Weld“ a během svařování absorbuje energii laserového paprsku na rozhraní mezi povrchy materiálů. Dochází tak k roztavení povrchů a jejich svaření jen v úzké oblasti kolem spoje. Jedním z velkých problémů souvisejících s laserovým svařováním termoplastických polymerů je řízení absorpce energie paprsku v ploše materiálu na společném rozhraní. Většina polymerů je obvykle průhledná nebo průsvitná ve viditelné a blízké infračervené oblasti, pouze s pigmenty nebo chemickými přísadami je dosaženo vhodné absorpce k vlnové délce laseru. Při svařování laserem je absorbér přidán pouze do „spodní“ absorbující části, zatímco „horní“ část musí být k vlnové délce transparentní.
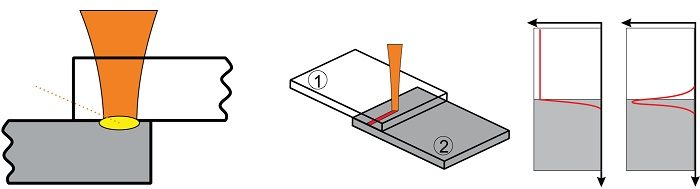
Obr. 2: Základní princip laserového svařování polymerů
V důsledku uvedených vlastností principu svařování leží svár „uvnitř“ dvou materiálů, podobným způsobem, jak je známo z odporového svařování kovů. Jednou z výhod spojených s laserovým svařováním polymerů je tedy neviditelný spoj prováděný vysokou rychlostí s velmi nízkým tepelným příkonem a minimálním ovlivněním okolí sváru. Optimální kvalita sváru, co se týká pevnosti, se obvykle dosahuje při určitém vedení energie (tj. energie dodaná na jednotku délky), což znamená, že je určitý poměr mezi výkonem a rychlostí svařování. Příliš nízké vedení energie může mít za následek mírné adhezní přilnutí, zatímco příliš vysoká energie laseru může mít za následek rozklad materiálu (shoří, zuhelnatí). Ke sledování teploty svařování slouží řada metod. Nejběžněji se používají pyrometry, které nabízejí možnost sledovat proces svařování on-line (obr. 3). Měření teploty je bezkontaktní a může být propojené s on-line řízením výkonu laseru. Pro správnou kvalitu sváru je nutné mít dostatečný přítlak svařovaných ploch. Běžně svařitelné materiály se skládají z různých kombinací obou amorfních polymerů (jako je ABS, PC, PU, PMMA, PVC) a semikrystalických polymerů (jako jsou PP, PE a POM), např. následující kombinace: ABS–PC / PU–PC / PP–PE / PMMA–PVC / PC–POM / PMMA–POM.
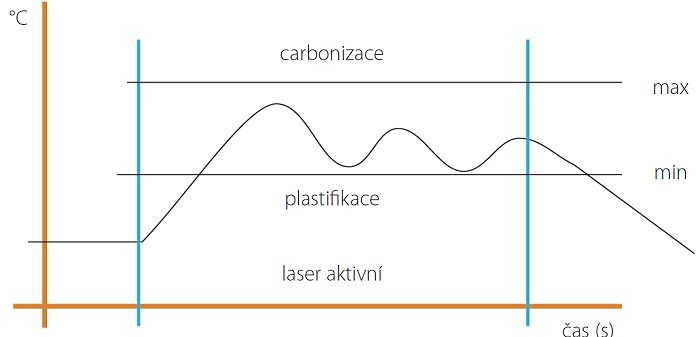
Obr. 3: Sledování teploty pyrometry při svařování plastů laserem
Svařování laserem je velmi rychlé, paprsek lze nasměrovat přesně na definované místo, a proto opakování procesu je velmi přesné. Přesnost působení paprsku také neovlivňuje okolí sváru. Velká flexibilita ve změně tvaru produktu, kdy je laser připraven v řádu sekund svařovat jiný produkt na jiné místo, to jsou výhody laseru. Laserové svařování od Leonarda je budoucnost nejen pro automobilový průmysl.
Kontaktujte nás, vytvoříme Vám řešení na míru.
 Leonardo technology, s. r. o.
Leonardo technology, s. r. o.
Ulička 37, 691 43 Hlohovec
E-mail: bubenicek@LT.cz
www.LT.cz
Mohlo by se Vám líbit

Síla evoluce: ICONICS se mění na Mitsubishi Electric Iconics Digital Solutions
- Digitalizace
-
19. dubna 2025
Společnost ICONICS oznamuje oficiální změnu názvu na Mitsubishi Electric Iconics Digital Solutions (MEIDS), což představuje významný krok v jejím vývoji. Společnost MEIDS, s podporou společnosti […]

Milan Rajtár je novým šéfem největšího českého výrobního závodu Innomotics v Mohelnici
- Práce
-
17. dubna 2025
Společnost Innomotics vyvíjí a vyrábí ucelené portfolio nízkonapěťových a vysokonapěťových motorů, generátorů, převodových motorů, měničů pro střední napětí a vřeten. V České republice má téměř 4000 […]

Společnost Sandvik Coromant představila břitové destičky CoroCut® 2 s geometrií -RF pro vysoce přesné a bezpečné tvarové obrábění
- Obrábění
-
17. dubna 2025
Kromě toho do své nabídky zařadila také nástrojovou třídu GC1205 umožňující dosažení vynikajících výsledků při upichování a zapichování v žárovzdorných slitinách (HRSA) ve vystárnutém stavu […]