
16. května 2016 13:23
Břitové destičky CoroCut® QD s šířkou 1, 1.2 a 1.5 mm, spolu s vnitřním přívodem řezné kapaliny, přispívají k úsporám materiálu
V případě, že jsou s ohledem na vysokou cenu obráběného materiálu nebo velkosériovou výrobu nebo obojí, požadovány úspory materiálu, je nezbytné použití nejmenší možné šířky břitové destičky. K dispozici jsou nyní speciální nástroje CoroCut® QD pro upichování a výrobu hlubokých drážek s menšími šířkami břitových destiček a s vysokotlakým vnitřním přívodem řezné kapaliny, které mají zákazníkům pomoci zajistit efektivitu výroby.
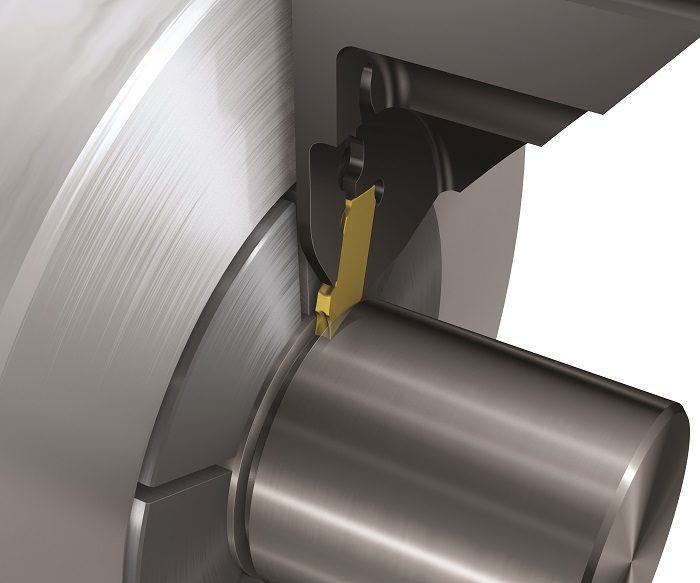
Koncepce CoroCut® QD s ultratenkými břitovými destičkami v maximální míře brání plýtvání materiálem
Skutečné úspory materiálu
Plýtvání materiálem, považované za „skryté náklady na obrábění,“ je často přehlíženou součástí výrobních nákladů. Při každé upichovací operaci odřezávají širší nožové planžety více materiálu, než je nezbytné, a v nádobě na třísky tak končí nepřiměřeně velké množství materiálu. Při použití tenčí nožové planžety se nejenom omezuje plýtvání materiálem, ale při práci s využitím podavače tyčového materiálu také umožňuje výrobu většího počtu kusů na jednu tyč. Dosažení takových materiálových úspor je důležité především pro ty, kteří obrábějí součásti vyrobené z drahých materiálů, jako jsou žárovzdorné slitiny (HRSA), např. Inconel, nebo titanové slitiny a chromkobaltové slitiny. Jestliže pracujete s těmito drahými materiály ve větších objemech, použití nožových planžet s větší šířkou může být relativně nákladné.
Inzerce

Další výhody
U menších šířek břitových destiček lze jejich výměny snadno provádět s pomocí vačkového klíče pro výměnu břitových destiček. Vačkový klíč, dodávaný s každým nástrojem CoroCut QD, dovoluje uživateli ponechat čelist nožové planžety v otevřené poloze a tím umožňuje provedení výměny břitové destičky oběma rukama. Po přechodu na nový vačkový klíč nabízí nové řešení mechanismu pro upínání břitové destičky vyšší tuhost, což se projevuje zvýšením bezpečnosti obráběcího procesu. Tyto nástrojové držáky CoroCut QD se vyrábějí ze stejné vylepšené nástrojové oceli jako nástroje CoroCut QD větších šířek, což přináší zvýšení pevnosti v tahu o 12 %.
„Do nabídky byly nově zařazeny nejtenčí nástroje pro upichování a výrobu hlubokých drážek“
Podle Staff ana Lundströma, odborníka na produkty pro upichování a zapichování ze společnosti Sandvik Coromant: „Jako jediný produkt na současném trhu nabízí CoroCut QD přívod řezné kapaliny z horní i ze spodní strany u nástroje tak malé tloušťky a s břitovými destičkami s šířkou 1 mm, 1.2 mm nebo 1.5 mm spolehlivě funguje při provádění hlubších řezů, u tyčí větších průměrů a při obrábění všech typů materiálů, speciálně HRSA.“ Specialista na upichování a zapichování, Scott Lewis, dodává: „Výrobním závodům, které se zaměřují výhradně na náklady na nástroje, může unikat to podstatné. I když pro vás náklady na nástroje znamenají více, časem zjistíte, že dochází -li k plýtvání materiálem, především v případě drahých materiálů, celkové náklady na obrobenou součást mohou být mnohem vyšší, než byste čekali.“
Mohlo by se Vám líbit

Síla evoluce: ICONICS se mění na Mitsubishi Electric Iconics Digital Solutions
- Digitalizace
-
19. dubna 2025
Společnost ICONICS oznamuje oficiální změnu názvu na Mitsubishi Electric Iconics Digital Solutions (MEIDS), což představuje významný krok v jejím vývoji. Společnost MEIDS, s podporou společnosti […]

Milan Rajtár je novým šéfem největšího českého výrobního závodu Innomotics v Mohelnici
- Práce
-
17. dubna 2025
Společnost Innomotics vyvíjí a vyrábí ucelené portfolio nízkonapěťových a vysokonapěťových motorů, generátorů, převodových motorů, měničů pro střední napětí a vřeten. V České republice má téměř 4000 […]

Společnost Sandvik Coromant představila břitové destičky CoroCut® 2 s geometrií -RF pro vysoce přesné a bezpečné tvarové obrábění
- Obrábění
-
17. dubna 2025
Kromě toho do své nabídky zařadila také nástrojovou třídu GC1205 umožňující dosažení vynikajících výsledků při upichování a zapichování v žárovzdorných slitinách (HRSA) ve vystárnutém stavu […]